PVC CNC Machining: Overcoming Common Defects, Pros and Cons, and Vs Other
By JunWen Liu | July 03, 2026

For plastic products manufacturing, Polyvinyl Chloride (PVC) is widely specified for components in semiconductor processing equipment, medical devices, chemical handling systems, and electrical insulation due to its excellent corrosion resistance, dielectric properties, and cost-effectiveness.
However, sourcing high-precision parts made via PVC CNC machining can present distinct quality control challenges, such as burrs, warping (deformation), discoloration, and uneven surfaces. Furthermore, whether the engineering plastic PVC is suitable for a specific project requires comparative evaluation against other common plastics.
This article introduces the causes and solutions for burrs, warping, discoloration, and uneven surfaces in PVC CNC machining, outlines the advantages and disadvantages of PVC, and compares it with other plastics. Finally, a factory case study is presented demonstrating how a customer’s issues with PVC part warping and precision were resolved.

When evaluating production processes for PVC parts, you may weigh the options between injection molding and CNC machining( or more other ways). But for high-precision, low-to-medium volume, or geometrically complex components, CNC machining is typically the preferred process for the following reasons:

Applications for CNC PVC Parts
Here are a few of the examples:
The Root Cause
PVC is a relatively ductile polymer. If a manufacturing facility uses generic or slightly worn cutting tools, the tool edge fails to cleanly shear the material. Instead, the tool pushes and deforms the plastic, leaving heavy, tenacious burrs along part edges, intersecting holes, or tool exit paths.
Measures That Should Take:
The Root Cause
PVC exhibits a high coefficient of thermal expansion combined with low thermal conductivity. Frictional heat generated during machining accumulates rapidly at the cutting interface rather than dissipating through the workpiece. This localized thermal concentration induces severe internal stresses. Once machining is complete and clamping forces are released, the part warps or twists to relieve these residual stresses, resulting in final dimensions that fall out of tolerance.
Measures That Should Take:
The Root Cause
PVC is highly sensitive to temperature. When the temperature in the cutting zone exceeds its thermal degradation threshold (typically between 140°C and 160°C), the polymer undergoes rapid degradation. This manifests visually as a distinct yellow, brown, or charred surface. Beyond the cosmetic defect, overheating PVC liberates corrosive hydrochloric acid (HCl) gas, which degrades its mechanical performance and precision.
Measures That Should Take:
The Root Cause
A rough surface finish or visible chatter marks are typically caused by insufficient structural rigidity in the machining system. Because the rigidity of PVC is much lower than many materials(especially the metal), incorrect tool geometry or dull cutting edges cause cutting forces to multiply, leading to micro-vibrations (chatter) between the tool and the workpiece.
Measures That Should Take:
| Dimension | Strategy | Objective |
| Tool Material | Polished Solid Carbide | Minimizes cutting friction, ensures extreme edge sharpness |
| Tool Geometry | Single/Twin Flute Up-Cut Router | Maximizes chip evacuation speed, prevents heat accumulation |
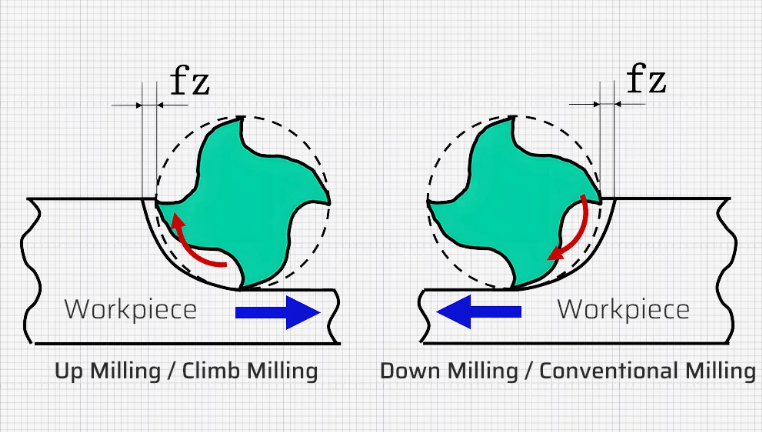
| Milling Strategy | Climb Milling | Eliminates exit-edge burr formation |
| Cooling Method | High-Pressure Air Blast or Flood Coolant | Rapidly dissipates cutting heat, prevents thermal warping and discoloration |
| Feed/Speed Ratio | Moderate Spindle Speed / High Feed Rate | Increases feed per tooth, utilizing chips to carry away heat |
As an amorphous, high-performance polymer, PVC offers distinct industrial advantages, but it also presents specific material limitations.
Advantages
Limitations

You may weigh options between several common thermoplastics before finalizing the Bill of Materials (BOM). The table below compares the technical performance of PVC against four other mainstream CNC machined plastics to assist in making the most suitable engineering decision:
| Material Characteristics | PVC (Polyvinyl Chloride) | ABS (Acrylonitrile Butadiene Styrene) | PMMA (Acrylic) | PC (Polycarbonate) | HDPE (High-Density Polyethylene) |
| Core Advantage | Top-tier acid/alkali corrosion resistance, high rigidity, self-extinguishing | Excellent impact resistance, easy to machine, low overall cost | Ultra-high light transmittance, high hardness, smooth aesthetics | Extremely high impact strength, temperature resistance, good toughness | Low density, wear-resistant, extremely low water absorption |
| Disadvantage | Low continuous service temperature (<60 degrees Celsius), thermally sensitive during machining | Moderate chemical resistance, non-flame retardant, poor weatherability | High brittleness, prone to cracking, poor resistance to strong acids | High cost, sensitive to certain solvents, easily scratched | Poor rigidity, extremely high thermal expansion coefficient, difficult to bond |
| Machining Difficulty | High (Prone to thermal deformation, discoloration, burrs) | Low (Low cutting forces, excellent machinability) | Medium (Prone to chipping, requires stress cracking control) | Medium (Requires stress control, cutting can be gummy) | High (Soft material, highly prone to thermal warping) |
A semiconductor equipment customer required a production run of custom PVC manifold blocks utilized for acid-delivery systems. The component featured intricate internal cross-drilled fluid channels and required stringent flatness tolerances on the primary sealing faces to guarantee system hermeticity.
The client’s previous manufacturing source delivered components with internal quality defects: the intersecting fluid channels were filled with extensive hanging burrs. And, due to unmanaged thermal stress during roughing, the blocks arrived with a 0.5 mm warp across the primary sealing face, causing assembly leakage during pressure testing. Minor yellow discoloration was also noted at the bottom of the deep-blind holes.
Solution
Upon taking over the project, our engineering team changed the manufacturing process:
Results
Following process optimization, the surface roughness of all critical sealing faces reached Ra 0.8 um. The internal intersecting channels were completely free of burrs, and the overall part flatness was held within 0.05 mm (well exceeding the customer’s requirement limit of 0.1 mm). The batch successfully passed 100% of the pneumatic sealing and pressure validation tests.
Successfully executing PVC CNC machining relies on strict adherence to effective thermal management combined with optimized tool sharpness.
By controlling cutting temperatures through correct feed-to-speed ratios, specifying dedicated polished carbide tooling, and enforcing proper internal stress-relief management, product defects like burrs, warping, discoloration, and surface chatter can be consistently avoided.
Are you struggling to meet quality standards for a new PVC precision project? Welcome to contact our engineering team today to request a technical evaluation and production quotation.[2D drawing (PDF file), 3D drawing (IGS/STP/STEP file)]
Should PVC be machined dry or wet to achieve the best tolerance control?
It is recommended using water-soluble flood coolant (wet machining) for PVC parts with tight tolerance requirements. It provides the best technical temperature control and lubrication, effectively preventing thermal deformation and improving surface finish. If post-machining cleanliness standards restrict the use of coolants, a continuous, high-volume flow of high-pressure compressed air must be utilized for dry chip evacuation.
Can a machine shop use off-the-shelf tools designed for aluminum to machine PVC?
A brand-new, unused carbide end mill optimized for aluminum (featuring high rake angles and polished flutes) can be acceptable for the prototyping phase. However, if that tool has previously cut aluminum, its edge will possess micro-chipping and wear. Utilizing it directly on PVC will cause friction, tearing, and edge burrs. Specifying dedicated plastic-cutting tools is a standard requirement for compliant factories in mass production.
Why do PVC parts pass inspection at the factory but arrive deformed?
This is primarily due to the spontaneous release of residual stresses over time. If the factory fails to manage cutting heat properly during roughing, or if the raw extruded stock sheets were not stress-relieved by the extruder, these internal stresses will slowly relax over the following days, resulting in delayed deformation. Explicitly requiring a stress-relief bake after rough machining in the manufacturing routing is the solution.
If we notice a pungent, acidic odor in the workshop during a factory audit for PVC machining, does it indicate a process defect?
Yes. Smelling a strong, pungent acidic odor during PVC machining means that the PVC is undergoing localized thermal degradation and releasing hydrochloric acid gas (HCl). This confirms that the local temperature in the cutting zone has exceeded the material’s safety threshold.
How can we ensure that internal burrs in multi-hole or intersecting hole geometries are completely removed?
Relying on manual deburring after machining makes it difficult to guarantee consistency inside the holes. The most reliable engineering approach is to prevent burr formation at the source during the CAM programming stage by selecting single-flute tools and running precise, automated internal chamfering programs directly on the CNC machine. For minor trace burrs, fine manual scrapers or cryogenic deburring processes can be used as a supplement.
Can PVC reliably support high-precision mechanical threads?
Yes, but standard direct-tapping methods often result in stripped or weak threads due to the low shear strength of the plastic if performed too quickly. It is suggested to use thread milling via helical interpolation rather than traditional taps. Thread milling generates minimal cutting forces and ensures smooth chip evacuation, yielding superior thread form integrity and connection strength.
 Written By JunWen Liu
Written By JunWen LiuJunWen Liu holds a Mechanical Engineering degree from Esslingen University of Applied Sciences and spent seven years as a CNC Process Engineer, accumulating extensive hands-on experience. She now shares that knowledge through her writing, drawing from real problems she encountered on actual projects. Outside of work, she enjoys hiking and is always chasing the next summit view.


 HDPE vs. Nylon: Key Properties, Tips, and CNC Machining Performance
HDPE vs. Nylon: Key Properties, Tips, and CNC Machining Performance