Climb Milling vs. Conventional Milling: What Are the Differences?
By JunWen Liu | May. 27, 2026

Milling is one type of manufacturing method for CNC machining, or you can call it CNC milling. Clearly, climb milling and conventional milling are two types of milling——they are similar subtractive manufacturing processes that cut a piece of solid material using a rotating cutting tool and a feeding workpiece. But the key difference is that these two ways hold different cutting directions. Crucially, this determines how the chip thickness changes: climb milling cuts from thick to thin, while conventional milling cuts from thin to thick. This chip formation is the core reason that causes different surface smoothness, tool life, and suitability for different parts. If you want to learn which type is better for your custom parts’ manufacturing, please read on for more. Also, we will share a case study at the very end showing how our factory produces batches of custom parts effectively and cost-effectively, while meeting precision and surface quality requirements for our clients using both climb and conventional milling.
Before deep dive into key characteristics of climb milling vs. conventional milling——such as differences in cutting force, heat generation, surface finish, impact on tool life, material removal efficiency, fixing requirements, time and overall process cost, etc. All these comparisons and their pros and cons are based on their different operation ways—these are the causes you should know about how they were run.
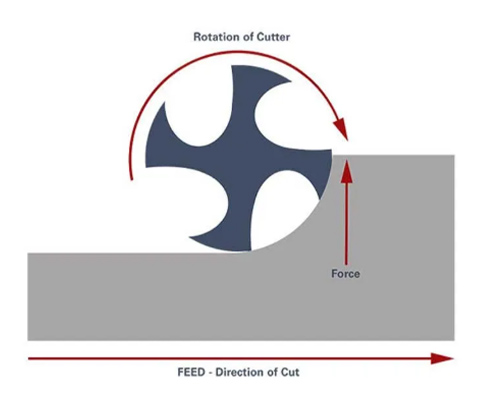
Climb milling, frequently referred to as down milling, is the exact opposite process. In this method, the cutting tool rotates in the same direction as the workpiece feed. The cutter literally “climbs” onto the top of the material, with the cutting edges slicing from the top downward.
This alignment fundamentally alters chip formation: the chip thickness starts from maximum and decreases to zero (chip thickness starts from maximum to zero). By catching the maximum material immediately upon engagement, the tool experiences less friction, which significantly improves surface smoothness and extends tool life.
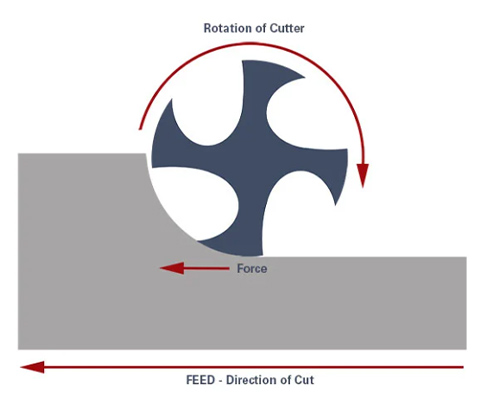
Conventional milling, also widely known as up milling or traditional milling, occurs when the rotation of the cutting tool moves in the opposite direction to the workpiece feed. In this traditional CNC milling approach, the cutting edges scoop the material from the bottom up.
Because the tooth starts cutting where the material is at its thinnest, the chip thickness starts from zero and increases to its maximum width by the time the cut ends (chip thickness starts from zero to maximum). This progression forces the tool to rub against the workpiece before actually cutting, which can generate significant heat and lead to work hardening on certain metals.
(A chip is the small piece of material (metal, wood, or plastic) sheared away from the workpiece by the cutting tool)
No, no new equipment is needed. The machinist simply has to change the feed direction for the workpiece in the modern CNC program. However, when performing this operation on outdated manual equipment, special attention must be paid to backlash (the clearance between worktable screws)—the downward cutting force may pull the workpiece into the tool, causing sudden jerking or tool fracture. For modern CNC machines equipped with backlash compensation systems, crawling milling is a safer and more recommended approach.
Now that you understand the basic mechanics of how the tool interacts with the material, how do these differences play out on the factory floor?
To help you quickly compare key characteristics of these two ways, below table has broken down their performance across 13 manufacturing metrics for better clarifying the differences:
| Comparison | Climb Milling (Down Milling) | Conventional Milling (Up Milling) |
| Cutting Force Direction | Downward and forward (pushes the workpiece down into the fixture). | Upward and forward (tends to lift the workpiece up). |
| Heat Generation | Low. Heat is transferred directly into the chip and carried away. | High. Excessive friction and rubbing at the start of the cut generate intense heat. |
| Surface Finish | Excellent. Superior smoothness with minimal tool marks or burrs. (chip thickness starts from maximum to zero). | Rougher. Can leave a wavy finish due to chip dragging and tool rubbing. (chip thickness starts from zero to maximum). |
| Tool Life | Extended. Less friction and optimal chip thickness prolongs cutter life. | Reduced. High friction and potential work hardening accelerate tool wear. |
| Backlash Requirements | Strict. Requires a backlash eliminator or modern ball screw system. | Low. Forgiving on older machines; naturally compensates for backlash. |
| Safety | Highly safe on modern CNCs; risky on manual machines without backlash control. | Generally safe and highly predictable across all machine types. |
| Control Difficulty | Easy on modern automated CNC equipment. | Requires closer manual monitoring as tool wear progresses. |
| Material Removal Rate (MRR) | Higher. Allows for more aggressive and efficient cutting feeds. | Moderate. Limited by friction and heat build-up. |
| Dimensional Accuracy | High. Minimal tool deflection yields tighter tolerances. | Lower. Upward forces can cause the tool to deflect away from the target path. |
| Fixturing / Clamping | Simpler. Downward forces mean simpler; lighter fixtures can be used. | Heavy-Duty. Requires rigid, strong clamping to prevent workpiece lifting. |
| Machine Requirements | Modern CNC milling machines or rigid manual setups. | Any standard milling machine (including legacy manual equipment). |
| Time and Overall Process Cost | Lower. Faster cycle times, fewer tool changes, less secondary polishing. | Higher. Slower cycles and the frequent need for post-processing/deburring. |
| Power Consumption | Lower. More efficient cutting action wastes less energy. | Higher. Extra energy is wasted overcoming initial friction and rubbing. |
It seems that climb milling performs better in surface smoothness, tool life, fixturing, cost, power, etc., right? But does this mean you can just use climb milling to completely replace conventional milling? Nope. Do not completely abandon conventional milling, and there’s a typical example: If you are designing parts made from castings, hot-rolled steel, or materials with a heavy oxidized outer crust (“black skin”), conventional milling is the better one. Its bottom-up cutting action protects the delicate tip of the cutting tool from smashing directly into the hard outer scale, saving money on premature tool breakages.
This is why you should understand the advantages and disadvantages of these two milling methods.
For modern CNC machining centers, climb milling is a preferred method because of its sheer efficiency and beautiful finish—provided the material condition is right.

The Advantages (Pros):
The Disadvantages (Cons):
While it might seem “outdated” compared to climb milling, conventional milling remains an indispensable technique on the factory floor for specific, tough-to-handle scenarios.
The Advantages (Pros):
The Disadvantages (Cons):
Conventional milling is the go-to choice for roughing parts with a hard outer crust (like castings or hot-rolled steel) and for older machines with visible backlash( although modern new machines can also use climb milling), as its bottom-up cutting action protects the tool tip and keeps the worktable stable.
Conversely, climb milling is ideal for finishing stages, high-precision components, and softer materials like aluminum or plastics because it minimizes tool deflection and delivers a flawless, burr-free surface finish.
But you don’t have to choose just one. Typically, a professional CNC shop will decide based on the custom parts’ situation whether to use conventional milling for roughing (to quickly remove material, cut through hard outer crusts, or handle inherently hard materials), and then switch to climb milling for the softer material processing or finishing stages. Or just only use climb milling for some small precision aluminum or plastics parts.

A client approached VMT CNC machining factory with a high-volume order for custom CNC-machined components: thin-walled aluminum alloy enclosures. The project came with a strict set of constraints, including a tight production budget, an aggressive delivery timeline, and requirements for a high-quality surface finish (Ra 0.8) and tight dimensional tolerances (±0.01mm). Due to the delicate nature of the thin walls, any excessive or misdirected cutting forces could easily warp the material, leading to costly scrap and missed deadlines.
To overcome these challenges without exceeding the client’s budget, our engineering team designed a strategic, two-step hybrid machining workflow. During the initial roughing phase, we utilized conventional milling to rapidly remove bulk material and cut through the tougher raw material skin, protecting the cutter’s delicate edges and maintaining total stability on the workpiece. For the final finishing passes, we switched the CNC program to climb milling, capitalizing on its downward cutting forces and thick-to-thin chip formation to cleanly shear the aluminum without tool deflection or burring.
By intelligently combining both milling techniques, we delivered outstanding manufacturing efficiency and precision for the batch production. The optimized process extended overall tool life by 40% and shortened the total machining cycle time by 25%. More importantly, the final enclosures achieved a pristine surface roughness of Ra 0.8 with zero secondary hand-polishing required, allowing us to accelerate the delivery schedule while reducing overall production costs by 15% for our client.
When it comes to comparison of climb milling and conventional milling, there isn’t an absolute better one. Both have different characteristics with pros and cons. For the practical uses, this means it’s good to use conventional milling to deal with the rough machining or the hard surface while climb milling is better for finishing stages or small and precision parts with excellent surface smoothness and dimensional precision.
With years of deep CNC machining experience, our engineering teams can carefully analyze your custom part designs, material properties, and tolerances to map out the most efficient, cost-effective production route. By strategically balancing both milling methods, we ensure your parts are delivered with precision, surface quality, and optimized manufacturing costs. Welcome to submit your drawings and get a quote.
What is better, climb or conventional milling?
Neither is universally better. Climb milling is generally superior for modern CNC finishing, extending tool life, and achieving great surface smoothness. However, conventional milling is better and highly necessary when roughing cast iron, forgings, or materials with a hard oxidized outer crust.
Does climb milling leave a better finish?
Yes. Climb milling leaves a significantly better surface finish because the chip thickness starts at its maximum and decreases to zero. This clean slicing action prevents the tool from rubbing against the material and prevents chips from dragging across the newly machined surface.
Is climb or conventional milling better for plastic?
Climb milling is highly recommended for plastics (like Delrin, Nylon, and PEEK). Because plastics are soft and prone to melting or burring under friction, the clean shearing action of climb milling minimizes heat buildup and reduces burrs on the edges.
What milling method is generally recommended in modern CNC machining?
Climb milling is the standard recommended method for modern CNC machining. Since modern CNC machines are equipped with rigid ball screws and automatic backlash eliminators, they easily handle the downward forces of climb milling safely, maximizing efficiency and tool life. But conventional milling can also be used if necessary.
Is climb milling counterclockwise?
Not necessarily. Whether climb milling is clockwise or counterclockwise depends entirely on the combination of the spindle rotation (CW or CCW) and the feed direction of the workpiece. The core definition of climb milling is simply that the tool rotates in the same direction as the material feed, regardless of the exact compass direction.
When to use a climb cut?
You should use a climb cut during the finishing stages of a part, when machining soft or non-ferrous metals (like aluminum and copper), when cutting plastics, and whenever your project demands high dimensional accuracy and an excellent, cosmetic surface finish.


 Aluminum Anodizing: All You Need to Know
Aluminum Anodizing: All You Need to Know