High-Density Polyethylene (HDPE) Properties, Advantages, and CNC Machining Tips
By JunWen Liu | Jun. 30, 2026

High-Density Polyethylene (HDPE) is often the good choice when a project demands a lightweight, corrosion-resistant, and cost-effective material. From chemical tanks and marine hardware to robust industrial components, its versatility is preferred by people. However, transitioning HDPE from a raw material selection into a high-precision finished part comes with some machining hurdles.
The very properties—such as its elasticity and low melting point—make it unpredictable when CNC machining. A slight mistake in speed, an improper hold-down method, or a dull tool can cause the HDPE custom parts gummy, warped, out of tolerance, or covered in stubborn burrs.
This comprehensive guide covers core HDPE properties, its pros and cons, and the specific CNC machining tips required to ensure your parts ship clean and within tolerance. Finally, we share a case study showing how our engineering team successfully machined 50 custom HDPE fluid manifold blocks with complex intersecting internal channels and zero dimensional drift.
To make it easier to see whether HDPE fits your custom part’s requirements, its primary properties are shown below:
| Property | Value | Engineering Impact |
| Density | 0.93 to 0.97 g/cm³ | Floats on water and weighs less than half of most industrial metals; yields an exceptional strength-to-weight ratio. |
| Tensile Strength | 20 to 30 MPa (3,000 to 4,300 psi) | Absorbs energy efficiently without cracking under shock loads. |
| Impact Strength (Notched Izod) | 50 to 100 J/m | Handles repeated impact loads far better than most commodity plastics. |
| Melting Point | 120 to 135°C (250 to 275°F) | Remains rigid at continuous service temperatures up to 80°C; low thermal threshold makes heat control the gating factor in CNC machining. |
| Chemical Resistance | Outstanding | Resists most acids, bases, salts, and aqueous solutions at room temperature; strong oxidizing acids or sustained hydrocarbon contact may cause degradation or swelling. |
| Moisture Absorption | Less than 0.01% | Virtually zero water absorption ensures excellent dimensional stability in humid, marine, or submerged environments. |
| FDA Compliance | · FDA-compliant grades (21 CFR 177.1520) | Food-grade formulations (21 CFR 177.1520) are widely available for food contact machinery. |
| UV Stabilization | · UV-stabilized grades | Carbon black or UV-stabilized additives can be blended to extend outdoor component life from months to years. |
DPE is widely used in commodity plastic machining parts because of how its benefits stack together:
HDPE also has some CNC machining constraints that you need to pay attention to:

Successful CNC milling of HDPE relies on balancing three distinct variables: rapid chip evacuation, localized heat mitigation, and stress-free workholding.
HDPE responds best to high spindle speeds paired with aggressive feed rates that physically carry the heat away within the chip itself. Below are the proven baseline parameters for CNC milling HDPE utilizing 6 mm to 12 mm solid carbide tooling:
| Machining Parameter | Roughing Pass Value | Finishing Pass Value |
| Spindle Speed | 5,000 to 10,000 RPM | 5,000 to 10,000 RPM |
| Surface Speed | 1,500 to 3,000 SFM | 1,500 to 3,000 SFM |
| Feed per Tooth (Chip Load) | 0.15 to 0.30 mm/tooth | 0.05 to 0.15 mm/tooth |
| Depth of Cut (DOC) | Up to 2x cutter diameter | 0.5 to 1.0 mm |
| Milling Method | Climb or Conventional | Climb Milling (Required) |
Tip: Always utilize climb milling for finishing passes. The downward shearing action of the flute minimizes chip thickness at the exit point of the cut, significantly reducing fuzzy edges. Conventional milling tends to lift and tear the plastic, leaving a heavy fringe of burrs.
A common mistake in plastic machining is running heavy flood coolant on HDPE. Because of the material’s low thermal conductivity, flood liquids can cause localized thermal shock, resulting in micro-cracking along machined steps. Instead, a continuous high-pressure cold air blast (80 to 100 psi) or a very light atomized mist works best. The air stream serves a dual purpose: it cools the cutting zone and violently clears chips out of deep pockets to prevent recutting.
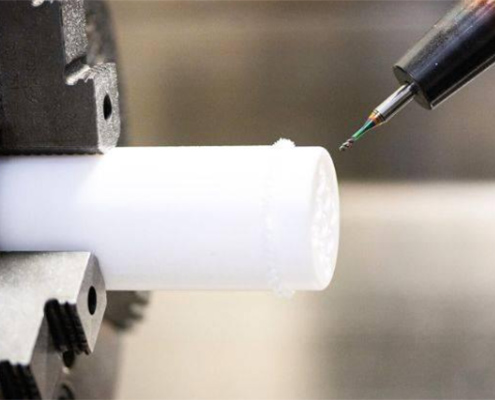
Standard metal-cutting end mills will ruin an HDPE part. To achieve a mirror-like finish, it’s better to utilize:
Because HDPE is flexible, traditional high-pressure vise clamping will crush or bow the material. When the vise is released, the part springs back, destroying your flat tolerances.
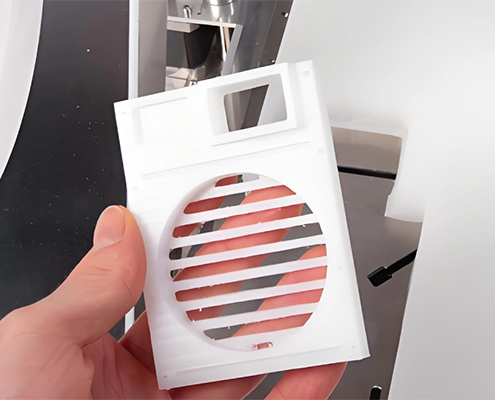
HDPE tends to leave fuzzy burrs on through-cuts and edges, to solve this:
Applying these speeds, tooling, and fixturing methods consistently is what produces clean, dimensionally stable HDPE parts. Here are a few examples from our recent production runs.
While HDPE and Ultra-High-Molecular-Weight Polyethylene (UHMW-PE) belong to the same olefin family, their molecular weights alter their mechanical performance and machinability significantly. Below is a simple and clear table showing HDPE vs UHMW key differences:
| Property | HDPE | UHMW |
| Density (g/cm³) | 0.93-0.97 | 0.93-0.94 |
| Tensile strength | 20-30 MPa | 20-40 MPa |
| Melting point | 120-135°C | 130-140°C |
| Impact resistance (Izod) | 50-100 J/m | No break (>530 J/m) |
| Coefficient of friction | 0.20-0.30 | 0.05-0.10 |
| Machinability | Easy | Harder (stringy chips, tool gumming) |
| Cost (USD/kg) | $1.00-1.30 | $2.50-4.00 |
| Common applications | Chemical tanks, food boards, fuel tanks | Wear strips, dock fenders, liners |
Chemical & Process Engineering
Food Processing Line Components
Because FDA-compliant HDPE resists aggressive washdown chemicals and does not absorb moisture, custom CNC machined wear strips, guide rails, and sorting stars are standard additions to commercial bottling and food packaging automation lines.
The Automotive Prototyping Cross-Over
Common Custom CNC machined HDPE parts
Therefore, these span components like: industrial wear strips, chemical-resistant gaskets, food-grade machine components, marine hardware, and prototype tank liners.
A manufacturer of chemical dosing equipment required a production run of 50 custom fluid control manifold blocks machined from solid HDPE stock. Each block measured 180 mm x 150 mm x 80 mm and featured a complex internal architecture: twelve intersecting fluid fluid channels, multiple NPT threaded ports, and high-precision face grooves for elastomeric O-ring seals.
The project presented two critical engineering challenges. First, drilling deep intersecting channels within a thick polymer block creates significant frictional heat, which can easily melt the channel walls or cause dimensional drift between the port locations. Second, the intersections of internal channels inevitably generate heavy, hidden burrs. If these burrs break loose during field service, they can clog downstream dosing valves and compromise the entire system.
Our Solution
Our engineering team implemented a multi-stage machining strategy:
The Result
When industrial projects demand impact toughness, complete chemical isolation, and strict cost control, HDPE is the premier commodity thermoplastic choice. Overcoming its low melting point and flexibility simply requires a CNC machining partner who is familiar with proper tool selection, optimized speeds and feeds, and low-stress fixturing.
Whether you need rapid prototypes for automotive fluid systems or production batches of complex chemical fluid manifolds, we deliver parts that ship clean, on time, and strictly within drawing specifications. Ready to optimize your next plastic project? Send your drawings to our engineering team for a technical manufacturing review. [2D drawing(pdf file), 3D drawing(igs/stp/step file)]
What are HDPE’s main material properties?
Density 0.93-0.97 g/cm³, tensile strength 20-30 MPa, melting point 120-135°C, excellent chemical resistance to most acids, bases, and salts at room temperature, and very low moisture absorption (<0.01%). [/av_toggle] [av_toggle title='How does HDPE compare to ABS?' tags='' custom_id='' av_uid='av-mqzz3zui' sc_version='1.0'] ABS machines to tighter tolerances with smoother finishes and bonds easily, but HDPE resists chemicals better and absorbs no moisture. ABS suits cosmetic housings and electroplated parts, while HDPE is preferred for chemical tanks and food contact. [/av_toggle] [av_toggle title='How does HDPE compare to POM (acetal)?' tags='' custom_id='' av_uid='av-mqzz4fl2' sc_version='1.0'] POM (acetal) machines to tighter tolerances with lower friction and higher stiffness than HDPE, but HDPE costs less and absorbs impact better at low temperatures. POM fits precision gears and bearings, while HDPE fits chemical tanks and wear strips. [/av_toggle] [av_toggle title='How does HDPE compare to PC (polycarbonate)?' tags='' custom_id='' av_uid='av-mqzz4ss8' sc_version='1.0'] PC offers higher impact strength, optical clarity, and heat resistance than HDPE, but HDPE has better chemical resistance and costs about one-third as much. PC suits transparent shields and structural parts, while HDPE suits chemical and food-grade applications.
How does HDPE compare to Nylon (PA)?
Nylon has higher strength, stiffness, and temperature resistance than HDPE, but HDPE absorbs essentially no moisture and resists chemicals better. Nylon suits mechanical wear parts and gears, while HDPE suits wet-environment and chemical-resistant parts.
How does HDPE compare to PMMA (acrylic)?
PMMA is rigid and transparent with optical clarity, but it is brittle and cracks under impact. HDPE absorbs impact without cracking and resists chemicals, but cannot be polished clear. PMMA fits lenses and display covers, while HDPE fits impact-resistant industrial parts.
 Written By JunWen Liu
Written By JunWen LiuJunWen Liu holds a Mechanical Engineering degree from Esslingen University of Applied Sciences and spent seven years as a CNC Process Engineer, accumulating extensive hands-on experience. She now shares that knowledge through her writing, drawing from real problems she encountered on actual projects. Outside of work, she enjoys hiking and is always chasing the next summit view.


 HDPE vs. PVC: Pros and Cons, Uses, and CNC Machining Performance
HDPE vs. PVC: Pros and Cons, Uses, and CNC Machining Performance