High-Performance Polymer Ultem 1000: Properties, Processing, and Design Guide
By JunWen Liu | July 16, 2026

Traditional engineering plastics (e.g., Nylon 66, POM) often underperform under high temperatures or strong chemical corrosion, while metallic materials (e.g., stainless steel), though strong, come with limitations such as weight, high processing costs, and electrical conductivity. Do you have requirements for materials with high temperature resistance, chemical cleaning resistance, flame retardancy, electrical insulation, and easy sterilization? Ultem 1000 resin is an engineering plastic that meets the above needs while providing good mechanical strength, heat resistance, and dimensional stability, making it highly suitable for aerospace, semiconductor manufacturing, and precision medical devices.
This article will introduce the core properties of Ultem 1000, a translucent deep amber or black engineering plastic, that make it a material choice for custom parts, and provide you with suggestions regarding the processing and design of Ultem 1000 parts. At the end of the article, we will also share a case study from our factory on solving the assembly misalignment issue of precision Ultem bushings.
Ultem 1000 belongs to the most basic and classic unfilled grade (Unfilled Grade). In appearance, Material Ultem 1000 usually has two standard options (more other colors can also be specified if required):

You can review the main properties of Ultem 1000 below to determine if it meets your requirements for part performance:
Ultem 1000 possesses excellent tensile strength and modulus, exhibiting good stability in physical and mechanical properties even in continuous high-temperature environments.
This means that under many high-temperature operating conditions where ordinary plastics would have already softened and deformed, Ultem 1000 can still maintain its structural rigidity.
For example, Ultem 1000 is recommended for producing semiconductor test sockets, overhead lighting covers and junction boxes inside passenger aircraft cabins, and core valve bodies of coffee machines or high-pressure washers.
The aerospace and rail transit industries require flame retardancy. Ultem 1000 is inherently flame-retardant and can achieve UL94 V-0 and 5VA ratings without adding flame-retardant additives. In addition, in the NBS smoke evolution test, it generates minimal smoke when burning, and the toxicity of its combustion products is extremely low (almost equivalent to wood burning). For safety reasons, interior trims, electrical enclosures, etc., in aerospace and rail transit can prioritize Ultem 1000.
Ultem 1000 has excellent resistance to chemical corrosion. It can maintain its mechanical strength and exhibit outstanding resistance to stress cracking during long-term contact with automotive fluids, aircraft fuel, aliphatic hydrocarbons, alcohols, acids, and dilute aqueous solutions. For parts in industrial environments flooded with various oil stains and chemical cleaning agents, such as chemical pipeline valves, fuel tank seals, gearbox control valve blocks, and nozzles and fixtures on processing cleaning lines, Ultem 1000 can be used for manufacturing.
As a high-performance insulation material, Ultem 1000 maintains extremely stable electrical insulation performance and dielectric constant (Dielectric Constant) over a wide range of temperatures and frequencies. High dielectric strength makes it an excellent factory plastic choice for high-voltage electronic and electrical components, semiconductor test fixtures, and internal components of switchgear.
| Electrical Performance Parameter | Typical Value (Metric) | Test Standard |
| Dielectric Strength (in air, 1.6mm) | 33 kV/mm | ASTM D149 |
| Dielectric Strength (in oil, 1.6mm) | 28 kV/mm | ASTM D149 |
| Dielectric Constant (100 Hz – 1 MHz) | 3.15 | ASTM D150 |
| Dissipation Factor (1 kHz – 1 MHz) | 0.0013 | ASTM D150 |
| Volume Resistivity | 1.0 × 10¹⁷ Ω·cm | ASTM D257 |
| Surface Resistivity | > 1.0 × 10¹³ Ω/sq | EOS/ESD S.11.11 |
| Long-term Electrical Insulation Temperature (RTI Elec) | 170 °C | UL 746B |
In medical and pharmaceutical applications, parts are required to have the durability to withstand repeated sterilization. Ultem 1000 can withstand multiple steam autoclaving cycles. In particular, its specialized medical grade—ULTEM™ HU1000 PEI, complies with ISO 10993 or USP Class VI biocompatibility standards and food contact requirements, and can tolerate various sterilization methods such as steam, gamma rays, ethylene oxide (ETO), and electron beams.
For example, surgical instrument trials, positioning guides, medical endoscope and laryngoscope handles, pharmaceutical and bioreactor piping joints, and valve bodies can choose Ultem 1000.
You might be confused by these similar grades in engineering: Ultem 1000, Ultem 1010, and Ultem 2300. Although they belong to the same polyetherimide family, they have distinct differences in composition and application focus:
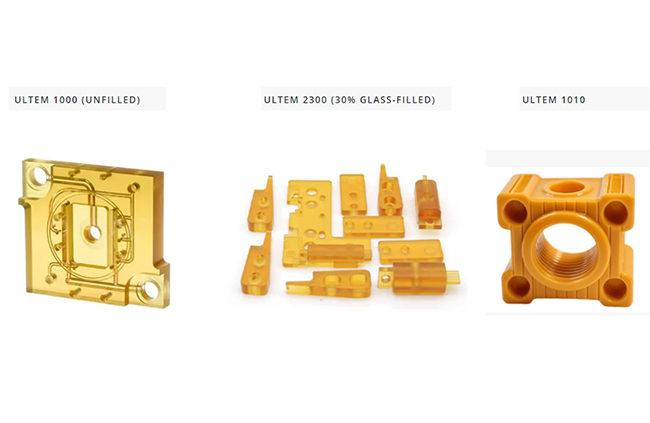
Ultem 1010 is a grade specifically designed for higher heat resistance (200°C) and high strength (about 160 MPa), which has a relative quality advantage in manufacturing, for example, high-pressure valve bodies around turbochargers and semiconductor test bases.
In contrast, Ultem 1000, as an unfilled standard pure resin, has better toughness and elongation at break than 1010, which provides a service life advantage in applications such as medical snaps and quick-connect joints with repeated part disassembly, and high-frequency vibration sensor housings.
Ultem 2300 adds a 30% glass fiber reinforcement layer on the basis of 1000. This significantly increases the tensile strength (165 – 170 MPa) and rigidity (9,000 – 9,600 MPa) of 2300.
Furthermore, compared to unfilled Ultem 1000, Ultem 2300 absorbs less moisture. This means that in environments with high humidity or significant temperature fluctuations, Ultem 2300 can maintain better dimensional stability and is less prone to expansion or deformation due to water absorption.
However, because the addition of glass fibers increases tensile strength and rigidity, tool wear for 2300 is faster, and processing difficulty will be higher than material ultem 1000 (which also results in slightly higher CNC machining costs).
Ultem 1000 resin has excellent melt fluidity, while also possessing structural rigidity and dimensional stability. Therefore, it can be made into parts through various molding processes such as extrusion blow molding, extrusion molding, thermoforming, injection molding, or subtractive precision machining like CNC machining. In actual production, you can choose the most suitable process based on production volume, tolerance requirements, and budget. The following is a horizontal comparison table of the main manufacturing processes for ultem resin 1000 for your quick reference:
| Manufacturing Method | Ways | Suitable Volume | Accuracy | Mold/Tooling Cost | Most Suitable Part Features |
| CNC Machining | Cutting subtractive machining from solid raw materials | 1 to 1000 pieces (Small batch/Prototype) | High (Within ±0.02 mm) | Low (No mold required, design changes are flexible and low cost) | Solid structures, thick walls, high precision, multi-hole, complex thread precision parts |
| Injection Molding | Injecting molten plastic into a closed mold | Over 1000 pieces (Large batch) | Relatively high (0.1 mm) | Extremely high (Molds are expensive) | Complex 3D enclosures, thin-walled structures, structurally complex consumer goods parts |
| Thermoforming | Heating sheets and vacuum-absorbing them to a single-sided mold | 100- 5000 pieces (Medium thin wall) | General (0.5 mm) | Low (Single-sided molds are cheap) | Trays, large-area thin-walled enclosures, protective covers, packaging boxes |
| Extrusion Molding | Molten plastic continuously formed through a die | Continuous large batch | General (Cross-section up to ±0.1 mm, longitudinal usually greater than ±2 mm) | Medium | Rods, tubes, plates, profiles (2D continuous cross-sections) |
| Extrusion Blow Molding | Extruding a tubular parison, blowing air to expand it inside the mold | Over 2000 pieces | Lower (±0.5 mm, and wall thickness is uneven) | Medium to high | Hollow containers, bottles, pipes, automotive ventilation ducts |
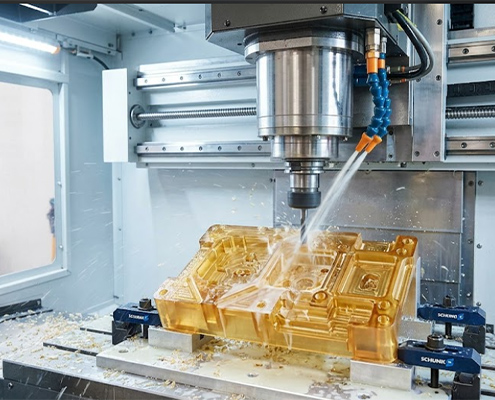
For Ultem 1000 parts requiring high precision and complex structural details, CNC machining is the preferred choice for many customers due to its flexibility and accuracy. Below are some examples of precision PEI/Ultem machining projects VMT has delivered for clients:

We have previously learned that Ultem 1000 possesses high rigidity and strength, so when you choose Ultem 1000 to manufacture precision parts, there will be risks of warping or cracking. Moreover, Ultem 1000 has poor thermal conductivity (0.22 W/(m·K)), which makes it easy to release internal residual stress during cutting. To prevent unreasonable part structural design (such as drastic changes in wall thickness, existence of sharp angles, etc.) from affecting the processing yield of Ultem 1000 parts, you can refer to the following suggestions:
A well-known enterprise focusing on high-voltage switchgear manufacturing needed to customize a batch of 300 special insulating bushings (Bushing) when developing a new generation of internal components. The parts adopted an integrated flange (Flange) design, containing a cylindrical main body with thin wall thickness. Its critical internal hole diameter tolerance requirements were extremely strict, reaching positive or negative 0.05 mm. The bushing needed to accurately maintain its spatial dimensions after assembly to maintain a fixed insulation gap.
After confirming the drawings with the customer, our engineering team formulated a comprehensive deformation prevention plan:
Result: Through the combination of DFM design optimization and strict precision CNC machining processes, this batch of 300 Ultem 1000 precision insulating bushings was successfully delivered. The customer feedback during the actual assembly process indicated that the consistency of the entire batch of components was extremely high, fitting perfectly and tightly, seamlessly solving the assembly misalignment issue that had appeared previously.

High-performance engineering plastic Ultem 1000 is widely used in medical equipment, automotive, aerospace, electronic, and electrical industries by virtue of its good strength, rigidity, high temperature resistance, chemical cleaning resistance, easy sterilization, flame retardancy, insulation, UV resistance, and various other characteristics. Fully understanding the material properties of Ultem 1000 and conducting reasonable Design for Manufacturability (DFM)—such as maintaining uniform wall thickness, avoiding sharp internal corners, and reasonably planning assembly datum planes, can save you processing costs, drive faster delivery times, and improve the yield rate of parts. Are you suffering from Ultem 1000 part deformation and assembly issues? We have rich PEI (Ultem) CNC precision machining experience and a professional DFM review team. Welcome to contact us at any time, submit your drawings, and get a free technical feasibility assessment and quotation.[2D Drawings (PDF files), 3D Drawings (IGS/STP/STEP files)]
What is the machinability of Ultem 1000?
As an unfilled pure resin, Ultem 1000 has excellent rigidity and dimensional stability, and its machinability performs very outstandingly among engineering plastics. Simply by controlling the cutting heat and preventing thin-wall deformation, high-precision parts can be cut very easily.
Why is the price of Ultem 1000 relatively expensive?
Mainly because its raw material production process is complex and the technical barrier is high (solely monopolized by SABIC), and it combines multiple extreme performances such as extremely high temperature resistance, inherent flame retardancy, outstanding chemical resistance, and biocompatibility, positioning it as an ultra-high-performance specialty engineering plastic.
What is the difference between black Ultem 1000 and the natural color?
There is almost no difference between the two in basic physical properties. The natural color (Natural) appears as a translucent deep amber, often used for medical or semiconductor components that require visual observation; while the black color (Black) adds inorganic pigments, making the appearance have more industrial texture, suitable for electronic and electrical enclosures with light-shielding or specific appearance requirements.
Among machining (matte), sandblasting, and polishing, which surface treatment is most recommended for Ultem 1000?
It depends on the application. Ordinary industrial parts are recommended to retain the machined original surface (matte); when it is necessary to eliminate tool marks and pursue a high-grade frosted texture, sandblasting is recommended; while for medical and fluid testing parts, if they need to restore transparency, polishing is the best choice.
How should one choose among Ultem 1000, Ultem 2300, and Ultem 1010?
Choose pure resin Ultem 1000 for precision parts pursuing comprehensive performance and high toughness; if the working environment is humid and requirements for rigidity and dimensional stability are extremely harsh, choose glass fiber reinforced Ultem 2300; if performing industrial-grade 3D printing or pursuing higher ultimate temperature resistance, then Ultem 1010 is recommended.
Is Ultem 1000 suitable for 3D printing?
Suitable, but due to its extremely high melting point, it requires the use of industrial-grade FDM 3D printers equipped with high-temperature nozzles (usually needing to reach above 350°C to 400°C) and high-temperature insulation chambers. In addition, Ultem 1010 of the same series is more commonly used in 3D printing.
 Written By JunWen Liu
Written By JunWen LiuJunWen Liu holds a Mechanical Engineering degree from Esslingen University of Applied Sciences and spent seven years as a CNC Process Engineer, accumulating extensive hands-on experience. She now shares that knowledge through her writing, drawing from real problems she encountered on actual projects. Outside of work, she enjoys hiking and is always chasing the next summit view.

