Plastic Extrusion: A Complete Guide to Process, Materials, Design, and Selection
By JunWen Liu | Jun. 18, 2026

If your part has a “constant cross-section along its length”, such as pipes, wire ducts, sealing strips, or protective sleeves—then plastic extrusion molding is currently one of the most economical methods for continuous production. Since its industrialization in 1935, this process has accounted for the majority of the world’s capacity for thermoplastic pipes, films, and profiles.
This article will systematically break down the process, materials, design essentials, and selection decisions of plastic extrusion molding. Additionally, it concludes with an introduction to the key differences between plastic extrusion and plastic CNC machining, helping you choose the right process route right at the project initiation stage.
What This Guide Covers
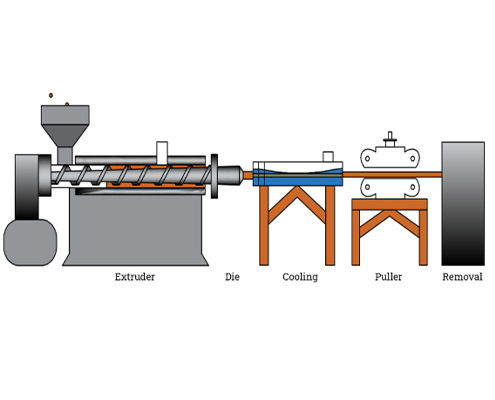
Plastic extrusion is a continuous thermoplastic forming process. Solid plastic resin like pellet or powder, is fed into the barrel of an extruder, where a rotating screw combined with external heater bands melts and homogenizes the material. The molten polymer is then pressurized by the screw and forced through a shaped die at the front of the machine. The die’s cross-section determines the cross-section of the continuous profile leaving it. The profile moves immediately into a cooling and sizing section (typically water-cooled or vacuum-calibrated), is pulled downstream at constant speed by a haul-off, and is finally cut to length by an in-line saw.
The core value of this line is straightforward: once the die is cut, the extruder can produce a uniform profile around the clock. It is therefore the natural fit for any part whose cross-section does not change along its length and whose volume justifies the die investment.
In the broader forming landscape, extrusion sits alongside injection molding and blow molding as one of the three dominant thermoplastic processes. Where injection molding and blow molding produces closed three-dimensional parts in cycles(solid and hollow parts, respectively), extrusion produces continuous two-dimensional cross-sections — finished products are typically created downstream through cutting, welding, bending, or secondary machining.
A complete extrusion line breaks into seven core stages. Each stage has parameters that directly drive the quality and consistency of the finished part.
Stage one — feedstock handling and drying. Thermoplastic resin is loaded into the extruder hopper. Hygroscopic materials (PA, PC, PET, ABS) must be dried to below 0.02% moisture before entering the barrel, otherwise the residual water flashes inside the heated barrel and produces bubbles, silver streaks, or internal voids in the profile.
Stage two — melting and homogenization. Inside the barrel, the resin is conveyed by the screw and heated by external band heaters (PID-controlled in multiple zones) plus the shear heat generated by the screw itself. Barrel temperatures typically run 200–275°C, and screw speeds 30–120 rpm. The output of this stage is a uniform melt with no unmelted particles.
Stage three — metering and filtration. In the metering section of the screw, the melt is pressurized to 5–35 MPa and forced through a breaker plate and screen pack, which filter out contaminants and any residual solids. Melt pressure and temperature at this point are the primary feedback signals used to control the line.
Stage four — die forming. The filtered melt enters the die. The die’s cross-section geometry directly defines the profile’s cross-section. The die land — the parallel section between the die body and the die exit — is critical: it sets the final surface quality, and the flow channels inside the die are usually polished to below Ra 0.4 µm to avoid hang-up and surface drag.
Stage five — calibration and cooling. On leaving the die, the profile enters a vacuum calibration sleeve or a water-cooling trough. External cooling and the geometric constraint of the calibrator solidify the profile while holding its shape. This stage controls the final dimensional accuracy and the distribution of residual stress; uneven cooling translates directly into warpage and dimensional drift downstream.
Stage six — haul-off and cutting. A haul-off unit pulls the solidified profile through the line at a speed tightly matched to the extrusion rate. An in-line saw (fly-cutter or fixed-length cutter) then cuts it to length. Any mismatch between haul-off speed and extrusion rate immediately shows up as wall-thickness variation.
Stage seven — inspection and post-processing. The cut lengths move to an inspection station for appearance checks, wall-thickness measurement, density, tensile strength, and other in-process tests. Parts that require downstream operations , such as printing, welding, machining, drilling, are moved on to those secondary operations.
Extruders are typically classified by screw configuration into two families, with very different roles.
| Dimension | Single-Screw Extruder | Twin-Screw Extruder |
| Structure | One screw rotating inside the barrel | Two screws rotating in the same or opposite direction |
| Conveying mechanism | Drag flow — relies on friction against the barrel wall | Positive displacement — forced conveying |
| Mixing performance | Limited | Strong — distributes fillers, color masterbatch, glass fiber evenly |
| Typical applications | Standard profiles, pipe, film with simple formulations | PVC dry-blend, highly filled compounds, glass-fiber reinforced materials, reactive extrusion |
| Capital cost | Lower | Higher (special gearbox and temperature control) |
| Maintenance | Simpler | More demanding — inter-screw clearance must be tightly controlled |
Simply put, if your part is made from a nominal formulation of a single material (such as standard PE water pipes or PVC cable trunks), a single-screw extruder is sufficient. However, if the formulation contains large amounts of fillers, color masterbatches, glass fibers, or flame retardants, or if the process requires reactive extrusion (such as direct extrusion from PVC powder) or devolatilization and venting, a twin-screw extruder is the safer and more reliable choice. Otherwise, a single-screw extruder often fails to disperse these components uniformly, leading to fluctuations in the profile’s performance.
A wide range of thermoplastics can be extruded, but industrial practice concentrates on eight materials. The table below summarizes these materials’ key properties, typical extrusion applications, and/vs. how each behaves when machined on a CNC.
| Material | Abbreviation | Key Properties | Typical Extrusion Use | If Be CNC Machined |
| Polyethylene | PE | Tough, chemically stable, low cost | Water and gas pipe, packaging film | Soft, prone to spring-back when machined |
| Polypropylene | PP | Heat-resistant, rigid, fatigue-resistant | PPR hot/cold water pipe, automotive stiffeners | Cutting heat sensitive, chips tend to weld to the tool |
| Polyvinyl chloride | PVC | Flame-retardant, rigid, electrically insulating | Raceways, drainage pipe, sealing strips | Cutting fumes require dedicated tooling and ventilation |
| Polystyrene | PS | Transparent, easy to mold, brittle | Packaging, disposable cutlery | Very prone to chipping; requires slow feed rates |
| ABS | ABS | Tough, easily decorated | Appliance housings, pipe, toys | CNC-friendly — one of the most common machining plastics |
| Nylon | PA | High strength, wear-resistant, self-lubricating | Gear blanks, bearing cages, fishing line | Dimensionally sensitive to moisture — must be conditioned before machining |
| Polycarbonate | PC | Impact-resistant, transparent, heat-tolerant | Safety shields, LED covers, pipe | High internal stress; prone to cracking without annealing |
Plastic extrusion touches nearly every modern industry. The most representative application areas are summarized below.
Construction and infrastructure
PVC drainage and water pipe, PE gas pipe, PPR hot/cold water pipe, plastic raceways, window and door seals, baseboards — these products absorb the largest share of global extrusion capacity. They share a common profile: high volume, uniform cross-section, long service life.
Packaging
PE cling film, PP strapping, PVC shrink film, PET food-grade film — these film products are produced by blown-film extrusion lines, where output volume is high and unit cost is low.
Automotive
Window seals, bumper trim, fuel lines, wire harness sleeves, instrument panel beams — these parts are produced in volume by extrusion, and the automotive industry holds tight requirements on profile consistency and surface quality.
Electronics and electrical
PVC raceways, PVC flame-retardant sleeves, PE telecom cable jackets, PA corrugated conduit — these parts require electrical insulation, flame retardance, and ease of wire pulling and bending.
Medical devices
PVC IV tubing, PE drainage tubing, TPU catheter tubing, PVC blood-bag tubing — medical-grade extrusion has specific requirements on material biocompatibility, outgassing, and sterilization tolerance, and is normally run in cleanroom conditions.
Industrial equipment
Nylon rod, UHMW PE guide rails, PA conveyor belts, ABS decorative trim — these industrial parts are often produced as extruded blanks and then finished to spec by CNC machining.
If you are unsure whether plastic CNC machining or plastic extrusion is the better fit for your project, the comparison below provides a direct answer.
First: is the cross-section uniform? If the part’s cross-section is identical along its length (tube, strip, raceway, sleeve), extrusion wins decisively on throughput and unit cost. If the part is three-dimensional, has internal cavities, or varies in cross-section along its length, CNC machining is the more direct route.
Second: what are the volume and tolerance? For high volume (tens of thousands per year and up) with relatively loose tolerances (±0.1 mm or wider), extrusion’s unit cost can be driven very low. For low-to-medium volume (50 to 5,000 parts per year) with tight tolerances (within ±0.05 mm) and complex three-dimensional geometry, CNC machining skips the die cost and is often faster and cheaper in total.
A side-by-side view of the key dimensions:
| Dimension | Plastic Extrusion | CNC Machining of Plastics |
| Suitable volume | High volume (tens of thousands and up) | Low-to-medium volume (10–5,000) |
| Cross-section characteristics | Must be uniform along length | Any three-dimensional shape |
| Typical tolerance | ±0.1 mm baseline, precision-grade down to ±0.05 mm | ±0.005 mm baseline |
| Unit cost | Very low at volume (die cost amortized) | Higher (no die, but machine time is charged) |
| Tooling | Extrusion die required (tens of thousands of USD and up) | No tooling — direct from CAD to G-code |
| Material range | PE, PP, PVC and other common thermoplastics | Includes PEEK, PTFE, Vespel and other hard-to-extrude materials |
| Lead time | 4–8 weeks including die build | 1–3 weeks (programming and first articles) |
Whether the eventual process is extrusion or CNC machining, good part design cuts scrap rate and unit cost sharply. The four DFM principles below apply to the plastic extruded parts.
Uniform Wall Thickness
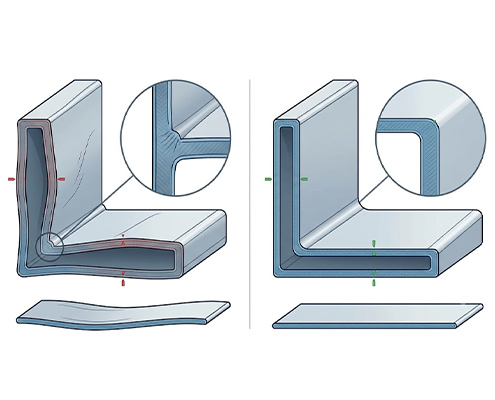
Uneven wall thickness causes thick sections to cool slower than thin sections, producing warpage, sink marks, and concentrated internal stress. The goal is to keep wall-thickness variation within ±25% and avoid abrupt transitions.
Add Corner Radii
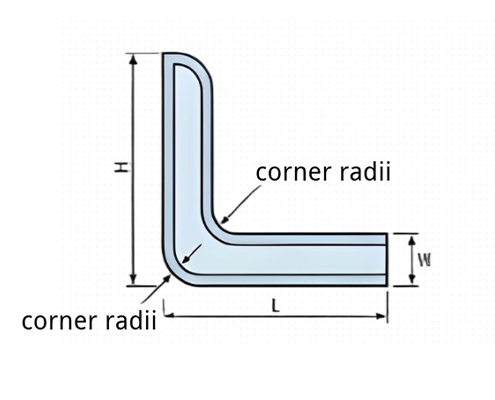
Sharp corners concentrate stress and accelerate die wear. Internal radii below 0.4 mm (0.016 in) cause uneven melt velocity at the die corners and show up as flow lines or underfill on the profile surface.
Avoid Enclosed Hollows
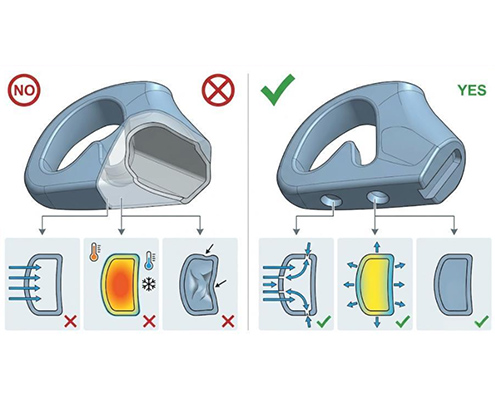
Unless required, do not design fully enclosed internal cavities. The interior of an enclosed cavity cannot be reached by external cooling water; the melt inside stays hot and soft for longer, and the section is prone to collapse or distortion. If a cavity is required, leave vent holes or machine openings in a downstream operation.
Keep Tolerances Realistic
Do not specify extrusion tolerances tighter than the process can deliver. ±0.05 mm is already near the limit for extrusion, while the same tolerance is comfortable for CNC machining. Critical mating features can be finished by CNC secondary fininshing, while the profile body itself is held to the realistic extrusion envelope.
Pros
And Cons
Cost
Extrusion unit cost scales inversely and sharply with volume. As annual volume moves from 10,000 parts to 1,000,000 parts, unit cost can fall by an order of magnitude. The extrusion line itself runs from USD 7,000 to USD 90,000; the die from a few hundred to USD 15,000. For commodity PE or PVC pipe, unit cost can be measured in cents.
Lifespan
Service life varies enormously with application. Commodity packaging film may be discarded in under a year; PVC water and drainage pipe can run 50 years and beyond; UHMW PE industrial guide rails typically last 10 years or more. Lifespan assessment must therefore be tied to the actual service environment — temperature, UV exposure, chemical media, and mechanical load.
Lead time
Standing up a new extrusion line from die build to stable production typically takes 4–8 weeks. If the project is the first contact with extrusion, allow sufficient buffer at project kickoff for die build and trial production.
A simple decision framework is shown in the following, you can run through the questions to determine.
A Tier-1 semiconductor equipment OEM was developing the next generation of wet-etch tools and required 200 PEEK valve-seat prototypes. The part sits between the process gas line and the chamber and serves both sealing and gas-distribution functions.
The core difficulties.
The solution.
The result.
All 200 PEEK valve seats shipped within three weeks, and every critical dimension passed incoming inspection on the first try. Sealing-face flatness measured 0.008 mm (against ≤ 0.01 mm required), Ra 0.15 µm (against ≤ 0.2 µm required), and bake-out data came in at TML 0.7% and CVCM 0.05% — both better than the NASA ASTM E595 standard. The customer moved VMT onto the preferred-supplier list for the next platform.
Plastic extrusion is the workhorse of thermoplastic processing — its cost advantage at volume, on uniform cross-sections, with long service life, is not easily matched. But when the project calls for low volume, tight tolerance, three-dimensional geometry, or hard-to-extrude materials such as PEEK and PTFE, CNC machining is often the more economical and more flexible route.
If you are evaluating a plastic part’s process route, we offer a free process feasibility and DFM review. Upload the CAD file and our engineering team will help identify whether extrusion, CNC machining, or injection molding is the right fit for the specific geometry, volume, and tolerance envelope.
Can plastic extrusion produce closed three-dimensional parts?
No. Extrusion produces continuous profiles with a uniform cross-section along their length. Closed three-dimensional parts require injection molding or CNC machining.
What is the minimum wall thickness for extrusion?
It depends on material flow and die precision. For high-flow materials such as PE and PP, the minimum wall thickness can reach 0.5 mm; for moderate-flow materials such as PVC, the practical minimum is usually 1.0 mm.
Can one extruder produce profiles of different cross-sections?
Yes, but the die has to be changed and the line re-tuned. For high-mix low-volume scenarios, frequent die changes push total cost up, and CNC machining becomes the more economical route.
Can PEEK and PTFE be processed by extrusion?
PEEK melt viscosity is very high and conventional extrusion is impractical, so CNC machining is the usual route. PTFE essentially does not melt cleanly — it degrades before it flows — and is therefore processed by compression molding followed by CNC machining, not by conventional extrusion.
Is there a minimum batch size for CNC-machined plastic parts?
There is no hard lower limit. Even batches under 10 pieces can be run economically — that is one of the core advantages of CNC machining over extrusion and injection molding.
How long does an extrusion die last?
For ordinary PVC and PE profiles, die life can exceed 1,000,000 meters of profile. For precision custom profiles, die life typically runs 200,000 to 500,000 meters. Profiles with high glass-fiber or flame-retardant loading shorten die life noticeably.


 ABS vs Polycarbonate(PC): Properties, Uses, Machining, and Pros and Cons
ABS vs Polycarbonate(PC): Properties, Uses, Machining, and Pros and Cons