Understanding the Types of Fit in Engineering: Clearance, Transition, and Interference
By JunWen Liu | Apr. 23, 2026

If you are working with mechanical parts, then you know that fits for connecting two parts are not always the same:
These fits are important for engneering uses in different position and mechanical safety. But one worthywhile value you surely need to pay attention to is that these fits have requirement for parts tolerance. Loose, or Tight? This is related to your parts’ manufacturing way selection and cost friendly or not.
In automotive Industry, there are very commonly used parts like: gears in transmission, bearing in engine camshaft(shaft), or steering column shaft. These assemblies must move freely including rotation, sliding, etc.
Then, clearance fit is the one for assemble needs of move freely. It leaves room for you to save on parts production costs!
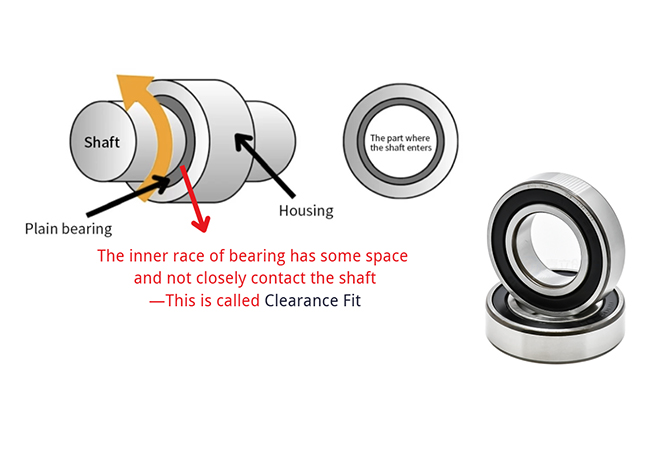
Suppose you are planning to produce a batch of bearings and matched shafts for above mentioned purpose( clearance fit) for high-speed engine rotation. In this way, would you prefer a loose tolerance or a tight one?
(Tolerance is range for sizes between the actual parts and ideal parts. Usually within a 0.01mm is a really precision one , and 0.1-0.5 mm is an appearently loose one. For precision uses, even 0.05 mm can be a loose one.)
It’s often not necessary for you to produce highly precision parts—strict tolerance surely brings you higher quality but also means much higher cost caused by strict manufacturing process.

How would you think of this fit? Yes, it’s the transition fit— the workpeice can’t be moved but can be disassembled. Next time, the fixture can be reused for continuing production.
Not only the fixture uses the transition fit. Actually, transition fits are essential for various high-precision location and alignment. You may find out that the assembly of the drone bracket and motor( for more: cnc drone parts), assembly of optical mount with and lenses, etc.
They must be the transition fits between parts, and strict tolerance is the demand. Even though the cost is higher, you need to apply the strict tolerance—it’s a necessary pay. Otherwise, the a greater loss will happen because of a failled assemble for the whole components. (Suggested best manufacturing way: CNC machining, which is the only process achieving precison within 0.01mm).
Sometimes pefectly assemble of two parts is not secure enough. A shaft must be slightly larger than the inner race of a bearing to form a firm and permanent fit.
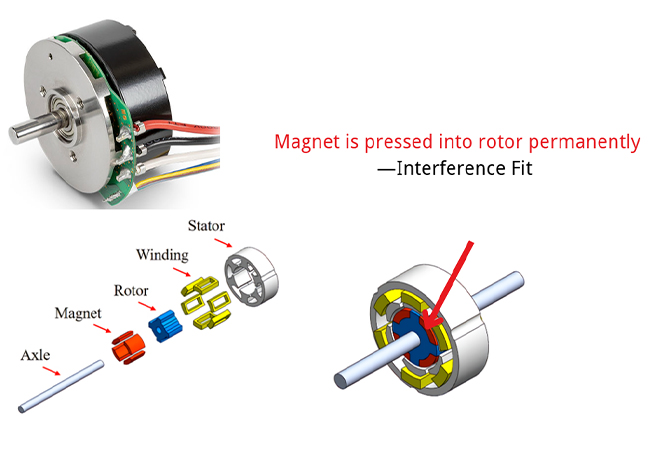
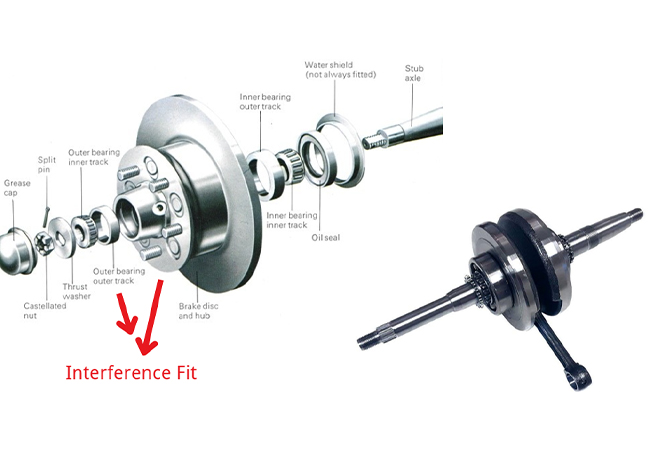
What you can see this interference(press) fit also include brushless motor—magnet is firmly pressed into rotor; Wheel bearings pressed to hubs in motorcyle —the outer race of the wheel bearing is pressed into the hub.
In these two cases, rotor is heated to expand and the magnet can be pressed into. For the hub, it is heated to expand the hole as well and then wheel bearing can be pressed into.
Will you attach importance to the tolerance of hub, wheel bearing, rotor, and magnet? Yeah, you surely need to.
The parts for interference fit must be highly precision, then it can be controllable for you or partner factory to deal with the heat-expand process, and complete the assembly.
For american areas, ANSI Fit Standards is the most authority one. Just one feature you may note for it: ANSI uses the hole as the basis— hole keeps at the standard but shaft changes.
The other authority fit standard for worldwide areas is ISO Fit Standards. Hole-basis and shaft-basis are both accepted.
Below lists a symple and clear table for these two standards, glance for a quick check:
| Types of Fit | ANSI B4.1 (Imperial) | ISO 286 (Metric) | What used for? | Note |
| Clearance (Loose) | RC8, RC9 | H11/c11 (H is the hole basis) | Agricultural machinery, loose pivots. | Large Gap / Low Precision: “c” is far from “H” (large gap). “11” is a loose tolerance grade (cheap/easy to make). |
| Clearance (Running) | RC4, RC5, RC6 | H8/f7, H7/g6 | Car Crankshafts, gears, oil-film bearings. | Oil-Film Gap / High Precision: “f/g” provides space for lubrication. “7/8” requires CNC precision. |
| Clearance (Location) | LC1 – LC4 | H7/h6 | Slide fits, guiding parts (Precision). | Minimal Gap / High Accuracy: “h” is very close to “H”. Used for parts that must move but not wobble. |
| Transition | LT1, LT2 | H7/js6, H7/k6 | Dowel pins, drone motors, optical mounts. | Zero Gap / Overlap: “js/k” means the shaft may be slightly larger or smaller for a perfect, centered fit. |
| Interference (Light) | LN1, LN2 | H7/p6, H7/n6 | Bearings in housings, light press fits. | Light Press: Shaft “p/n” is slightly larger than hole “H”. Requires light force to assemble. |
| Interference (Heavy) | FN1 – FN5 | H7/s6, H7/u6 | Jet engine disks, permanent hub assemblies. | Strong Force: “s/u” indicates significant overlap. Requires high-pressure or thermal assembly. |

High-Precision Assembly for Industrial Drone Motors
A leading industrial drone manufacturer approached us recently , and they are seeking a partner to solve their assemble issues.
They needed a series of motor rotors and carbon fiber housing components. But they were struggled with the tolerance design: an assembly that was too tight caused the housing to crack, while one that was too loose led to excessive vibration and balance failure.
Our engineering team conducted a deep technical review and recommended switching the design to an ISO 286 H7/js6 (Transition Fit). By utilizing our high-precision 5-axis CNC machining centers, we maintained critical dimensions within a strict ±0.01 mm range. The processed parts achieved a perfect “push-fit” —firm enough to eliminate wobble but gentle enough to allow for maintenance. Not only did this solve the assembly failure issue, but by optimizing the manufacturing process, we helped the client reduce their scrap rate by 15%, lowering their overall production costs.
Understanding three types of fit: clearance, transition, and interference is not only for a concept. But it is important for your manufacturing plans: you want presicion or not, which is also closely related to the cost. For now, whether you are seeking for pecison parts with following transition fit or the interference fit, or just syple sliding or rotating components, you can trust us —VMT CNC Machining Factory. We are familiar with fits in different cases, and willing to asist you for parts’ designs optimization.
Have a project with challenging assembly requirements? Contact VMT engineering team for a free technical evaluation!
How do I decide which type of fit is best for my project?
If you want the components move freely like rotating or silding, then, you surely need to choose clearacne fit. If you want precision alignment but not for permanent, please choose transition fit. For a firmly and permanent fit , then it must be the interferance fit.
Why are tight tolerances more expensive than loose ones?
Tight tolerance will need the operation worker having a more technical operation, and not every workers can perfectly achieve the very tight tolerance for the parts( CNC machining). Techs and larbors needs more money.
In an Interference fit, is it better to heat the hole or cool the shaft?
Usually the heat process is a more common one. But if it is the prone-to-annealled metal, cool the shaft is beter, which can prevent changing metal properties.
What is the highest tolerance level can achieve via CNC machining?
In actual manufacturing , it is the 0.01 mm around is the min one. If a factory tell you that they can achieve 0.001 to 0.005 mm very easily, they may lie to you.
Can I mix ISO and ANSI standards on the same drawing?
They are not the same system , so there must be sightly differences. Just choose one is okay. If you are not in the american area, just use the ISO fix standard.


 Top 10 Robot Parts Manufacturers in China: The Ultimate Guide for 2026
Top 10 Robot Parts Manufacturers in China: The Ultimate Guide for 2026