Why CNC Machining for Metal Robot Parts?
CNC machining provides a rapid transition from CAD to production, ensuring short lead times once a design is released. This efficiency supports fast-paced prototyping and the quick delivery of metal robot parts for specialized automation projects. By streamlining CAM programming and setup, CNC processes allow for iterative design improvements without the long delays associated with tooling-intensive methods.
The primary technical advantage of CNC machining is its rigorous control over Geometric Dimensioning and Tolerancing (GD&T). For high-performance robotics, maintaining precise positional accuracy and feature relationships is critical. Our processes achieve tolerances as tight as ±0.01 mm, with even tighter limits for critical functional features where required. This precision ensures the repeatable, synchronized movements that define modern robotic systems.
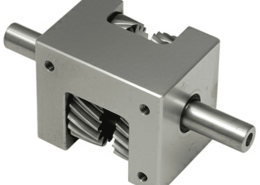
Surface integrity is another decisive factor. The as-machined surface finish of CNC components is typically finer than that of raw die-casting or metal 3D printing, often reaching Ra 0.8 μm. This superior finish reduces the need for extensive secondary processing and minimizes friction in moving joints. For high-speed transmission components, such smooth surfaces are essential for reducing wear and extending the operational lifespan of the robot.
Finally, CNC machining is compatible with a wide array of high-performance materials, including Aluminum 7075, Stainless Steel 316L, and engineering plastics like PEEK or Delrin. These materials provide the structural rigidity and fatigue resistance necessary for heavy-duty lifting and steady motion. For custom, low-volume robotic builds, CNC machining remains the most flexible and cost-effective solution for achieving industrial-grade durability.
How to Prevent Deformation in Complex Thin-Wall Metal Robot Parts?
Manufacturing high-precision custom robot parts with thin-wall sections requires a sophisticated suppression of internal and external stresses. VMT utilizes a multi-staged engineering strategy to ensure geometric accuracy:
Integrated Stress Relief Sequence: For sensitive materials like Aluminum 7075-T651 or Stainless Steel 316L, we implement a strict “Roughing – Stress Relieve – Finishing” workflow. Even with pre-stretched plates, secondary stress relief after heavy roughing is essential to neutralize residual internal tensions before the final critical cuts, preventing unpredictable warping.
High-Speed, Low-Load Milling Strategy: We utilize specialized toolpaths characterized by high spindle speeds and low radial engagement. This “light-and-fast” approach minimizes cutting forces and heat accumulation, effectively preventing mechanical deflection of thin walls while maintaining the tight GD&T requirements necessary for robotic synchronization.
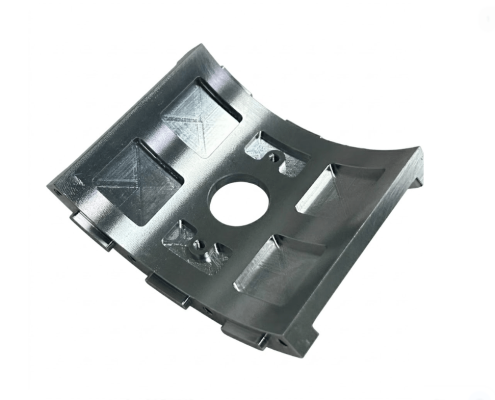
Staged Symmetrical Material Removal: To balance the release of residual stresses, our engineers program a symmetrical, staged removal sequence. By alternating between semi-finishing and finishing on both sides of a feature, we ensure the structural equilibrium of the custom robot parts, keeping thin sections perfectly aligned throughout the process.
Advanced Workholding & Sacrificial Supports: Beyond standard vacuum chucks, we employ custom-machined soft jaws and sacrificial support structures to provide maximum rigidity for delicate features. These auxiliary supports stabilize the workpiece during high-speed passes, allowing us to achieve Ra 0.8 μm finishes without risking vibration or structural collapse.