Which material ensures the best fatigue resistance for your automobile steering components?
The fatigue resistance of automobile steering components is not a fixed property but depends on the synergy between material grade, surface integrity, and environmental stress. While 4130 or 4340 Chromoly steels are preferred for high-load applications due to their clear fatigue limit, their performance is highly contingent on the “Notch Sensitivity” of the final design. Under controlled stress cycles, these alloys achieve a significantly extended fatigue life; however, any surface inclusions or tool marks act as crack initiation points (stress risers), bypassing the material’s theoretical limits. In weight-critical vehicle steering components, 7075-T6 aluminum offers high static strength, but its fatigue endurance is significantly compromised by corrosion-fatigue mechanisms when exposed to road salts. Therefore, the “best” material depends on whether the failure mode is driven by peak mechanical loads or long-term environmental degradation. We mitigate these risks by focusing on grain flow orientation and controlled surface finishing to induce compressive residual stresses where required.
How is raw material authenticity verified for safety-critical automotive steering parts?
Authenticity verification for automotive steering parts follows a data-driven protocol to prevent the use of non-conforming materials. The process starts with a Mill Test Certificate (MTC) for each specific heat lot; however, the degree of further verification depends on the part’s safety classification. For critical automobile steering components, we supplement documentation with Positive Material Identification (PMI) using X-ray Fluorescence (XRF) or Optical Emission Spectroscopy (OES). The mechanism here is to verify that the elemental distribution—specifically trace elements that influence hardenability—matches the technical specification exactly. This physical validation is essential because chemical discrepancies can lead to unpredictable brittle fractures during heat treatment. To meet IATF 16949 requirements, all vehicle steering components are linked via internal batch tracking, enabling a full “melt-to-part” traceability loop. This ensures that PFMEA and PPAP Level 3 documentation are supported by verified metallurgical data rather than just supplier claims.
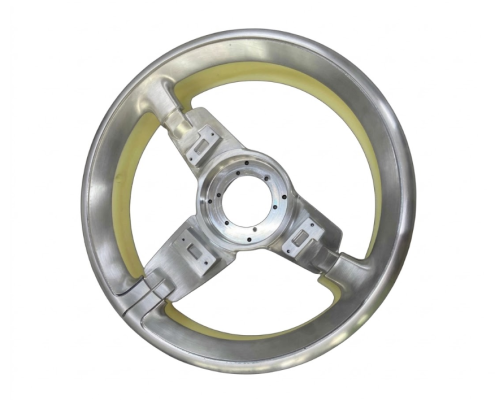
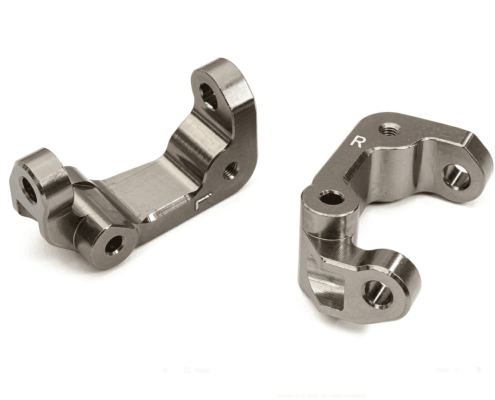
How do you ensure precision when machining complex geometry steering components?
Precision in steering components is achieved by neutralizing the physical variables of the machining environment. We prioritize 5 axis CNC machining to allow for a single-setup process, which is the primary mechanism for eliminating the cumulative “stack-up errors” inherent in multiple re-fixturing operations. This ensures that the geometric relationship between critical bores and datums remains within tight tolerances, typically ±0.01 mm depending on feature complexity and material stability. Since thermal expansion can cause dimensional drift during long cycles, temperature-controlled conditions are maintained for your automobile steering components where required. Additionally, we utilize custom workholding to balance clamping force against part rigidity, preventing elastic deformation that could result in “spring-back” after the part is released. Real-time in-process probing further calibrates tool wear offsets, ensuring that the final pass on every vehicle steering component accounts for the specific thermal and mechanical state of the machine at that moment.