10 Expert CNC Machining Tips for 904L Stainless Steel
By Luca Xie | Nov 26, 2025

When you machine 904l stainless steel, you often face multiple challenges. The material work-hardens quickly, causing excessive tool wear. Long, continuous chips make chip evacuation difficult. You may encounter adhesion on cutting edges that degrades surface quality. These issues increase cycle time, reduce precision, and raise production costs. For high-performance CNC operations, controlling every aspect of the process is critical.
This article provides 10 proven CNC machining tips to help you overcome these difficulties. You will learn how to optimize 904L Stainless Steel tooling, cutting parameters, cooling and lubrication, chip evacuation, intermediate annealing, and post-machining treatments. Whether you are a CNC technician, engineer, or materials buyer, this guide gives you practical insights to master 904l stainless steel production efficiently.
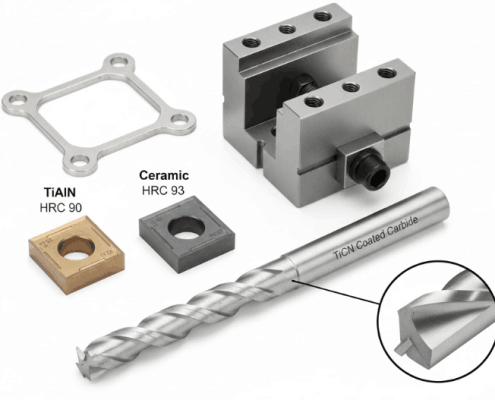
When you machine 904l stainless steel, selecting the right 904L Stainless Steel tooling is essential. Use carbide tools with high hardness to handle tough cutting conditions, HRC 88-92. For extreme wear, ceramic tools with very high hardness, HRC 92-95, can improve tool life. Coated tools reduce friction and maintain sharp edges. Sharp geometry with positive rake angles, large relief angles, reinforced edges, and efficient chip breakers reduces cutting forces. This setup helps prevent adhesion and controls 904L Stainless Steel work hardening.
Fixture design also matters. Ensure rigid clamping to minimize vibration, especially for thin-walled or complex parts. Use TiAlN or AlCrN coatings with medium thickness, 2-3 microns, to enhance wear resistance and reduce material sticking. Proper setup guarantees dimensional accuracy, stable cutting, and improved 904L Stainless Steel surface finish.
For your reference, here is a recommended tool selection for 904L Stainless Steel:
| Tool Type | Coating | Hardness (HRC) | Recommended Use |
| Carbide | TiAlN | 88-92 | High hardness surfaces |
| HSS | None | 65-70 | Low-volume, small parts |
| Coated Carbide | TiCN | 88-92 | High wear resistance, long runs |
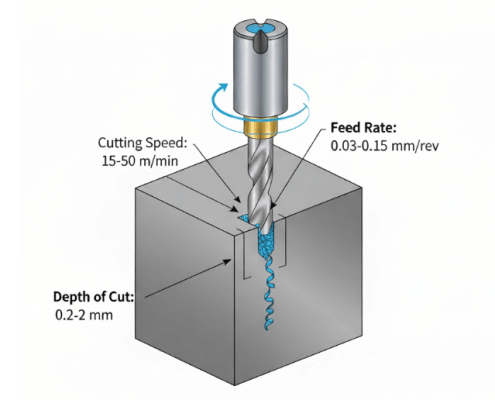
When you machine 904l stainless steel, mastering 904L Stainless Steel cutting parameters is essential. Use moderate cutting speeds to reduce heat and prevent 904L Stainless Steel work hardening. Roughing is best at 30-50 m/min, finishing at 15-25 m/min.
Maintain a stable and slightly higher feed rate to keep the tool engaged below the hardened surface. This avoids tool slipping and secondary hardening. Proper feed ensures consistent chip formation and protects tool edges.
Choose an appropriate depth of cut. For roughing, 0.5-2 mm is effective; for finishing, 0.2-0.5 mm works best. Sufficient depth allows the cutting edge to fully engage, reducing friction and improving surface quality.
Always monitor your tool condition while adjusting 904L Stainless Steel cutting parameters. Correct speeds, feeds, and depth prevent tool damage, control 904L Stainless Steel work hardening, and ensure consistent part quality.Here is a reference table for 904L Stainless Steel cutting parameters:
| Operation Type | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
| Roughing | 30-50 | 0.05-0.15 | 0.5-2 |
| Finishing | 15-25 | 0.03-0.08 | 0.2-0.5 |
When you machine 904l stainless steel, proper 904L Stainless Steel cooling and lubrication is critical to prevent excessive heat and tool wear. Use high-performance cutting fluids with a cooling capacity of 20-25°C drop at the cutting zone. Flood cooling, mist lubrication, or high-pressure cooling ensures the tool stays sharp and reduces 904L Stainless Steel work hardening. Lubrication also prevents chip welding and improves 904L Stainless Steel surface finish.
High-pressure cooling, known as High-Pressure Coolant (HPC), effectively evacuates chips, lowers the cutting zone temperature, and extends tool life. Through-tool cooling directs coolant inside the tool, offering excellent heat control and chip removal for deep-hole machining. Maintain coolant flow rates of 4-8 L/min and pressures around 2-4 bar for standard methods, while HPC reaches 70-120 bar for heavy material removal.
The following table summarizes recommended flow rates and pressures for different 904L Stainless Steel cooling and lubrication methods. These values help you select the right cooling strategy, control cutting temperatures, and maintain tool life during high-alloy stainless steel machining.
| Cooling Method | Flow Rate (L/min) | Pressure (bar) |
| Flood Cooling | 4-8 | 2-4 |
| Mist Lubrication | 4-6 | 2-3 |
| High-Pressure Cooling | 4-8 | 70-120 |
| Through-Tool Cooling | 3-6 | 50-80 |

When you machine 904l stainless steel, heavy cold working increases hardness and reduces ductility. 904L Stainless Steel intermediate annealing is necessary to relieve stress, eliminate 904L Stainless Steel work hardening, and restore material toughness. This step improves chip formation, prevents tool wear, and ensures smoother subsequent cuts, optimizing your machining workflow.
Consider annealing after multiple roughing passes or deep cuts, especially when hardness exceeds HRC 40-45. Typical parameters include a temperature of 1050-1120°C with a soak time of 1-2 hours, followed by air or water cooling depending on part geometry. Proper intermediate annealing enhances 904L Stainless Steel surface finish, maintains dimensional stability, and reduces the risk of cracks during finishing.
The following table shows recommended 904L Stainless Steel intermediate annealing parameters. These values help you control hardness, choose proper temperature and time, and select cooling methods to maintain dimensional stability and surface quality.
| Annealing Parameter | Value |
| Temperature (°C) | 1050-1120 |
| Soak Time (hours) | 1-2 |
| Target Hardness (HRC) | 35-40 |
| Cooling Method | Air or water |
When you machine 904l stainless steel, selecting the right 904L Stainless Steel cutting fluid is crucial. Use high-oil emulsion fluids or cutting oils with EP additives. These fluids reduce friction, prevent chip adhesion, control heat, and improve 904L Stainless Steel surface finish. Proper fluid selection also minimizes 904L Stainless Steel work hardening and extends tool life.
The following table shows recommended properties of 904L Stainless Steel cutting fluids for high-alloy stainless steel machining. These parameters help you maintain lubrication, optimize cooling, and ensure stable cutting conditions.
| Fluid Type | Concentration (%) | Cooling Capacity (°C) | Viscosity (cSt) |
| High-Oil Emulsion | 5-8 | 20-25 | 35-45 |
| Synthetic Fluid | 6-10 | 22-25 | 30-40 |
| EP Additive Oil | 5-7 | 21-24 | 32-42 |
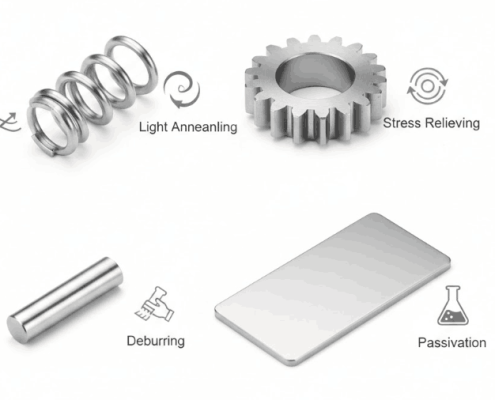
After machining 904l stainless steel, proper 904L Stainless Steel post-machining treatment is essential to relieve stress, remove burrs, and maintain precision. Light annealing or stress-relieving cycles restore ductility after heavy cold working and reduce 904L Stainless Steel work hardening. Burr removal ensures component functionality and safety. Passivation restores and enhances the natural corrosion resistance of 904L Stainless Steel surface finish.
The following table summarizes common post-machining treatments, recommended temperatures, and durations for 904L Stainless Steel precision processing.
| Treatment Type | Temperature (°C) | Duration (hours) | Purpose |
| Light Annealing | 480-520 | 1-2 | Relieve stress, improve ductility |
| Stress Relieving | 450-500 | 1-2 | Reduce residual stress |
| Deburring | Room Temp | – | Remove burrs, ensure safety |
| Passivation | 20-25 | 0.5-1 | Enhance corrosion resistance |
When you machine 904l stainless steel, controlling chip formation is critical. Use proper 904L Stainless Steel cutting parameters and optimized tool geometry to promote short, easily broken chips. This prevents chip entanglement, tool damage, and scratches on 904L Stainless Steel surface finish.
Effective chip evacuation combines high-pressure coolant, strong air blow, or through-tool coolant. These methods remove chips quickly, avoid secondary cutting, and maintain stable cutting conditions. The following table summarizes recommended flow rates and pressures for various 904L Stainless Steel chip evacuation strategies.
| Evacuation Method | Flow Rate (L/min) | Pressure (bar) |
| High-Pressure Coolant | 4-8 | 70-120 |
| Through-Tool Coolant | 3-6 | 50-80 |
| Air Blast | 6-10 | 2-4 |
| Flood Cooling | 4-8 | 2-4 |
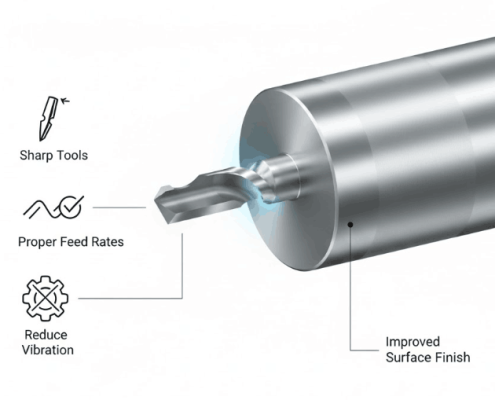
When you machine 904l stainless steel, understanding 904L Stainless Steel work hardening is crucial. Its high nickel and chromium content causes plastic deformation at the cutting zone, forming a hardened surface layer. Continuous cutting, avoiding tool dwell, using sharp tools, and proper feed rates minimize this hardened layer. Reducing machine or workpiece vibration prevents secondary hardening and maintains 904L Stainless Steel surface finish.
The following table shows suggested cutting depths and feed rates to control 904L Stainless Steel work hardening while keeping productivity high.
| Operation Type | Cutting Depth (mm) | Feed Rate (mm/rev) | Notes |
| Rough Milling | 0.5-1.5 | 0.05-0.1 | Multiple passes recommended |
| Finish Milling | 0.2-0.5 | 0.02-0.05 | Minimize surface hardening |
| Turning | 0.3-1.0 | 0.05-0.1 | Positive rake angle, sharp tools |
Achieving a high-quality 904L Stainless Steel surface finish requires controlling key factors. Tool wear, 904L Stainless Steel cutting parameters, cooling and lubrication, and machine vibration all affect surface quality. Use dedicated finishing tools, smaller cutting depths, and higher cutting speeds within safe limits to improve finish. Prevent scratches, chip adhesion, and corrosion to ensure the final product meets both appearance and performance standards.
The following table provides recommended spindle speeds, feed rates, and target surface roughness (Ra) for 904L Stainless Steel precision processing.
| Operation Type | Spindle Speed (RPM) | Feed Rate (mm/rev) | Target Ra (µm) | Recommended Tool Type |
| Finish Milling | 500-800 | 0.02-0.05 | 0.2-0.4 | Coated carbide, TiAlN |
| Fine Turning | 600-1000 | 0.01-0.03 | 0.1-0.3 | Coated carbide, HSS |
| Micro-Milling | 800-1500 | 0.005-0.02 | 0.05-0.15 | Micro-coated carbide |
Achieving high 904L Stainless Steel precision processing requires attention to multiple factors. 904L’s high toughness and work-hardening tendency make tight tolerances challenging. Always check 904L Stainless Steel cutting parameters and cooling methods before machining.
Maintain stable machine setup and ensure 904L Stainless Steel tooling is sharp and properly coated. Use precision fixtures to prevent vibration, especially for thin-walled or complex components. Even minor vibrations can affect tolerances down to 0.01 mm.
Monitor tool wear continuously. Replace or recondition tools before excessive wear occurs to preserve accuracy. Combine light passes and optimized feed rates for finishing. This approach minimizes cutting forces and prevents secondary hardening.
The following table lists recommended tolerances and corresponding tool and feed settings for common 904L Stainless Steel precision processing operations.
| Operation Type | Target Tolerance (mm) | Feed Rate (mm/rev) | Recommended Tool Type |
| Fine Milling | ±0.01 | 0.02-0.05 | Coated carbide, TiAlN |
| Precision Turning | ±0.015 | 0.01-0.03 | Coated carbide, HSS |
| Micro-Milling | ±0.005 | 0.005-0.02 | Micro-coated carbide |
We summarize common problems like work hardening, chip formation, adhesion, and efficiency and accuracy issues. Each case shows how VMT solved these issues, ensuring high precision, surface finish, and productivity.
Problem: A European chemical valve manufacturer faced rapid 904L Stainless Steel work hardening during CNC turning of valve bodies. The material hardened near the surface, causing high cutting forces, frequent tool wear, and dimensional instability.
VMT Solution: We reduced cutting speeds, applied light multiple passes, and optimized 904L Stainless Steel cutting parameters. Using coated carbide tools and proper 904L Stainless Steel cooling and lubrication, we minimized work hardening and ensured stable dimensions.
Problem: An aerospace component supplier struggled with long, tough chips while milling 904L Stainless Steel brackets. Chips tangled around the tool and scratched critical surfaces, increasing rework.
VMT Solution: We designed sharp chip breakers on 904L Stainless Steel tooling, applied high-pressure coolant, and adjusted feed and depth. These measures improved 904L Stainless Steel chip evacuation, prevented part damage, and enhanced machining efficiency.
Problem: A medical equipment manufacturer reported material adhesion on 904L Stainless Steel surgical components. Built-up edges formed on the tools, reducing surface finish quality.
VMT Solution: We selected coated 904L Stainless Steel tooling with TiAlN coating and applied high-performance 904L Stainless Steel cutting fluid. Proper lubrication and optimized feeds eliminated adhesion, protecting tools and achieving mirror-like 904L Stainless Steel surface finish.
Problem: An automotive client experienced low efficiency and poor tolerance while machining 904L Stainless Steel engine parts. Vibrations and high toughness caused dimensional deviations up to 0.05 mm.
VMT Solution: We stabilized fixtures, optimized 904L Stainless Steel cutting parameters, and carefully controlled cutting depth. Continuous monitoring and precision 904L Stainless Steel precision processing ensured tolerances of ±0.01 mm and reduced machining time.
Mastering 904L Stainless Steel CNC machining requires careful planning and execution. You must control cutting parameters, cooling, chip evacuation, and tool selection. Applying intermediate annealing, proper cutting fluids, and post-machining treatments ensures excellent 904L Stainless Steel surface finish. Following these tips, you can achieve high precision, efficiency, and reliability in every part.If you are looking for precision machining solutions for 904L stainless steel, contact our engineering team now for a free machining consultation and quote!
What is the 904L Stainless Steel price?
The 904L stainless steel price depends on form and supplier. Sheets and plates typically cost $1,800–$5,600 per ton.In China, sheets and plates are often US $1,200–2,600 per ton, while polished bars cost more. Sourcing from China offers a price advantage.
Is 904L stainless steel magnetic?
904L stainless steel is generally non-magnetic. You may detect slight magnetism after cold working, but it remains highly corrosion-resistant and ideal for chemical, marine, and high-end applications.
904L stainless steel vs 316L, which is better?
904L stainless steel vs 316L depends on your application. 904L stainless steel has superior corrosion resistance, higher hardness, and better surface finish. 316L is easier to machine and cost-effective for general use. Choose 904L for aggressive environments or premium components.
Does Rolex use 904L Stainless Steel?
Yes, Rolex uses 904L Stainless Steel in its watches. This high-alloy 904L stainless steel provides excellent corrosion resistance, superior polish, and long-lasting durability, ensuring the watch retains precision and appearance over time.


 What is 1018 steel: the ultimate guide
What is 1018 steel: the ultimate guide