What is Reaming? – Machining Guide
In the field of CNC machining, reaming as a key link in precision machining of holes, plays a vital role in improving the overall quality and performance of workpieces. Whether it is precision parts in the aerospace field, engine cylinders in the automotive industry, or fine machining of mold manufacturing and medical devices, the reaming process has occupied a place in the CNC machining industry with its unique advantages. This article aims to provide a detailed machining guide for beginners and those interested in the field of precision machining by comprehensively analyzing the reaming process and applications.
What is CNC Reaming?
As a key technology for finishing holes, reaming plays an important role in metal machining and machinery manufacturing. It uses a rotating reamer to finely cut the pre-drilled holes on the workpiece, and removes a small amount of hole wall material to accurately achieve the predetermined hole size, improve shape accuracy and improve surface roughness to meet the needs of high-precision manufacturing.
How Reaming Works?
The working principle of reaming is mainly based on the combined effect of cutting motion and tool geometry. The cutting and finishing of holes are achieved through the relative motion between the tool and the workpiece.
Reaming Process.
The reaming process generally includes the following steps:
Preparation: Select the appropriate reamer and machine tool, and determine the cutting parameters according to the material, size and hole size of the workpiece. At the same time, prepare auxiliary tools such as coolant systems and measuring tools.
Workpiece clamping: Fix the workpiece on the machine tool to ensure that the clamping is stable and the workpiece will not move or deform during machining.
Rough machining: Before reaming, rough machining is usually required to remove most of the excess on the hole wall. Rough machining can be performed using tools such as drills or reamer drills.
Reaming operation: Insert the reamer into the hole and start the machine to perform the reaming operation. During the machining process, it is necessary to control parameters such as cutting speed, feed rate and cutting depth to ensure machining quality and efficiency. At the same time, it is necessary to maintain a sufficient supply of coolant to reduce machining temperature and flush chips.
Post-machining: After reaming, the chips remaining in the hole need to be cleaned, and key parameters such as hole diameter, roundness, and cylindricity need to be accurately measured using measuring tools. If it is found that the processing quality does not meet the requirements, it is necessary to analyze the reasons and take appropriate remedial measures.
Purpose of Reaming.
Improve dimensional accuracy: Through the reaming process, the deviation of the hole diameter can be further reduced, making it closer to the design size.
Improve surface quality: During the rotation process, the cutting edge of the reamer can evenly cut the hole wall and remove the rough surface layer, thereby significantly improving the surface finish of the hole wall.
Removing burrs and scratches: During the drilling process, burrs or scratches may occur on the hole mouth and the edge of the hole wall. The reaming process can remove these undesirable factors, making the hole mouth smoother and avoiding any impact on subsequent assembly or use.
Advantages of Reaming.
High precision:
Reaming can achieve very high dimensional accuracy and shape accuracy, generally reaching IT7 to IT9. This high accuracy meets the requirements of high-precision machining, especially in the fields of aerospace, automobile manufacturing, etc., which require extremely high hole accuracy.
High surface quality:
The surface roughness Ra after reaming can generally reach 3.2~0.8μm or less, which means that the surface of the hole wall is very smooth, which helps to improve the wear resistance, fatigue resistance and sealing properties of the parts.
Smooth cutting:
When reaming, the cutting speed is low, the cutting force is small, and the cutting heat is less, so the cutting process is relatively stable. This helps to reduce cutting vibration and cutting deformation, thereby ensuring the processing quality.
Cost-effective:
Compared with other high-precision hole processing methods (such as internal grinding and fine boring), reaming is more economical and practical when processing smaller holes. It can complete high-precision hole processing in a shorter time and reduce production costs.
Different Types of Reamers
Different types of reamers play an important role in machining, and each has unique characteristics and applicable scenarios. Here are some common types of reamers and their characteristics:
Manual Reamer
The manual reamer is an ideal choice for environments without machine tools or power supply due to its compact and portable design. Through manual operation, it can flexibly meet the processing requirements of different materials and hole diameters, is low-cost, and is suitable for small batches or occasional machining tasks.

Machine Reamer
Machine reamers are divided into straight shank and tapered shank types, both of which achieve precise hole processing through the rotation and feed of the machine tool. Straight shank machine reamers are suitable for large-scale, high-precision hole machining, while tapered shank machine reamers are particularly suitable for heavy cutting and high-precision machining scenarios due to their stable taper connection.
Straight Flute Reamer
The straight groove reamer ensures a smooth and vibration-free cutting process with its uniform cutting force distribution and smooth chip removal performance. It is widely used in hole processing of general materials, especially holes with small diameters and shallow depths.
Spiral Flute Reamer
The spiral groove reamer is famous for its powerful chip evacuation ability and adaptability to deep-hole processing. Its spiral groove design allows the chips to be discharged in a specific direction, reducing the accumulation and friction of chips in the hole and ensuring the smooth cutting process.
Interchangeable Head Reamer
The replaceable head reamer can meet the processing requirements of various hole diameters, hole depths and materials by replacing different reamer heads. This design not only improves flexibility, but also reduces the overall cost of use and simplifies the maintenance process.
Hollow Reamer
Hollow reamers are favored for their lightweight design and adaptability to large hole processing. Their hollow structure reduces the weight of the tool and improves flexibility and stability during machining. At the same time, the design of the quick-change cutting edge also improves processing efficiency.
Conical Reamer
The conical reamer, with its specific conical design and precise positioning ability, performs well in hole processing that requires a slight taper. It is often used in occasions such as installing tapered pins or tapered shafts with Morse tapers, which improves the accuracy and stability of the hole.
Hole Reamer
The reamer moves the cutting edge radially outward by adjusting the screw to achieve precise enlargement of the hole diameter. Its adjustable diameter and precise control make it particularly suitable for machining tasks that require enlarging the hole diameter and achieving strict tolerances.
Drill Reamer
The drill reamer integrates the functions of drilling and reaming, and saves machining time and processes through the integrated design. It is particularly suitable for through-hole processing and has high requirements for machining efficiency, effectively improving production efficiency.
Achieving Strict Tolerances with Reaming
1. Choose the Right Reamer
In order to ensure that the accuracy and tolerance requirements of the reaming are met, the appropriate reamer must be carefully selected. This includes selecting a special type of reamer based on the characteristics of the material being processed, such as a stainless steel reamer for difficult-to-process materials, and a solid carbide reamer for high-speed cutting due to its wear resistance. At the same time, the accuracy grade and size specifications of the reamer must also strictly match the processing requirements to ensure that the high precision of the tool itself can be transferred to the workpiece.
2. Precise Clamping of Workpieces
The clamping of the workpiece is a key step to ensure machining accuracy. Through precise positioning devices and moderate clamping force, the workpiece is ensured to be stable and not shake during machining, while deformation caused by over-tightening is avoided. It is particularly important to note that the center of the pre-drilled hole in the workpiece should be precisely aligned with the center of the reamer, which is the prerequisite for obtaining strict tolerances.
3. Reasonable Setting of Cutting Parameters
The setting of cutting parameters is directly related to the machining effect. According to the characteristics of the machining material and the reamer, the cutting speed and feed rate should be reasonably set to ensure both processing efficiency and machining accuracy. The control of cutting allowance is also important. Too large or too small will affect the dimensional accuracy of the hole. By fine-tuning these parameters, the cutting process can be made more stable and controllable.
4. Use Coolant
Coolant can not only effectively reduce cutting heat, reduce tool wear and workpiece deformation, but also improve the finish of the machined surface. Therefore, when reaming, you should choose the right coolant and ensure that it fully covers the cutting area to achieve the best cooling and lubrication effect.
5. Supervision of Machining
Real-time supervision during the machining process is a necessary means to ensure tolerance accuracy. Real-time measurement of the aperture by measuring instruments can timely detect and correct machining deviations. At the same time, observing the chip morphology and tool wear during the cutting process is also an important basis for judging the machining status. These measures help to adjust cutting parameters or replace tools in time to ensure that the machining process is always under control. Reaming and obtaining strict tolerances.
Precautions for Reaming Operation.
Check the reamer regularly:
During the processing, the wear of the reamer should be checked regularly. If severe wear or blade cracking is found, a new reamer should be replaced in time.
Keep it clean:
During the processing, chips and impurities should be removed in time to prevent blockage of the coolant channel or scratching the workpiece surface.
The reamer should be cleaned and coated with anti-rust oil after use to prevent rust and damage.
be safe:
Operators should wear labor protection equipment, such as protective glasses, gloves, etc.
During the operation of the machine tool, it is strictly forbidden to directly touch the workpiece or rotating parts such as the reamer with your hands.
Avoid vibration:
During the machining process, excessive vibration of the machine tool should be avoided. Vibration will affect the machining accuracy and surface quality, and even cause damage to the reamer or scrapping of the workpiece. If excessive vibration is found, the machine should be stopped immediately for inspection and troubleshooting.
Note the deformation of the workpiece:
For thin-walled workpieces or easily deformed materials, special attention should be paid to the deformation of the workpiece during processing. If necessary, measures such as adding support points and reducing clamping force can be taken to reduce deformation.
The Difference Between Reaming, Boring and Drilling
Reaming, boring and drilling are common hole processing methods in metal processing. There are significant differences between them in processing purpose, tool use, processing characteristics, etc.
Purpose of Machining
Drilling: It is the first process in metal processing and is mainly used to make holes in solid materials. The diameter of the drilled hole is generally less than 80mm, and it is mainly used to process holes with low quality requirements, such as bolt holes, threaded bottom holes, oil holes, etc. Drilling usually uses a drill bit to form a hole in the workpiece through rotation and feed motion.
Hole expansion: Based on the drilled or cast or forged hole, the hole expansion drill is used to further process the hole diameter and improve the processing quality of the hole. The hole expansion drill is similar to the twist drill, but has more teeth, no chisel edge, and better cutting conditions. Hole expansion is often used to process small diameter holes, and can also be used as a pre-processing before finishing the hole.
Reaming: It is one of the finishing methods of holes. The reamer is used to remove a trace amount of metal layer from the hole wall of the workpiece to improve the dimensional accuracy and surface quality of the hole. Reaming is widely used in production, especially for medium-sized holes with high precision requirements.
Machining Tools
Drilling: mainly uses drill bits, such as twist drills, center drills, deep hole drills, etc. The structure of the drill bit determines that its machining accuracy and surface quality are relatively low.
Hole expansion: Use a hole expansion drill for processing. The hole expansion drill is similar to the twist drill, but has more teeth and better cutting conditions. It is suitable for enlarging the hole diameter and improving the processing quality of the hole.
Reaming: Use a reamer for processing. There are two types of reamers: hand reamers and machine reamers, which can process round holes and tapered holes. Reamers have small cutting allowances, high processing accuracy, and good surface quality.
Machining Characteristics
Drilling: During the machining process, the cutting area is inside the workpiece, the chip removal and heat dissipation conditions are poor, and the machining accuracy and surface quality are difficult to control. Drilling is mainly used for holes with low machining quality requirements.
Hole expansion: Hole expansion drills have more teeth, good guidance, and stable cutting; there is no chisel edge, so the cutting conditions are good; the machining allowance is small, the chip groove can be made shallower, the drill core can be made thicker, and the tool body has better strength and rigidity. Hole expansion is often used to process holes with smaller diameters or as a pre-processing before finishing.
Reaming: The reaming allowance has a great influence on the reaming quality, and the allowance needs to be moderate to ensure the processing quality. Reaming is usually processed at a lower cutting speed and uses appropriate cutting fluid for cooling, lubrication and cleaning. Reaming has high productivity and is easy to ensure the accuracy of the hole, but it is not suitable for processing step holes and blind holes.
Application of Reaming
As a metal machining method, reaming is widely used in many fields. The following are the relevant fields of reaming application:
Machining: In the machinery manufacturing industry, reaming is often used to process complex holes in various mechanical parts, such as bearing holes, slider holes, etc. These holes have high requirements for precision and surface quality, and reaming can ensure that the machining quality of these holes meets the design requirements.
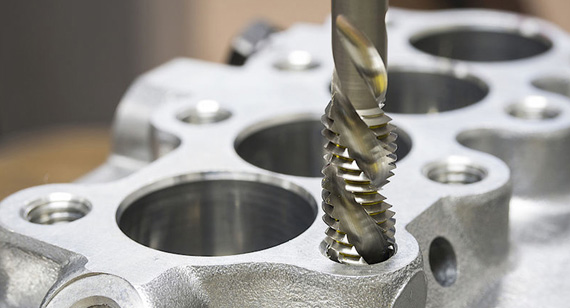
Automobile Manufacturing: In the field of automobile manufacturing, reaming is widely used in the processing of key components such as engines. For example, the machining of key holes such as cylinder liner holes and balance shaft holes requires the use of reaming technology to ensure accuracy and surface quality.
Aerospace: Reaming technology also plays an important role in the aerospace industry. The machining of key components such as aircraft engine intakes, turbine blades and cylinder liners requires high-precision and high-finish hole machining methods, and reaming is the ideal choice to meet these requirements.
In Conclusion
In summary, reaming technology, as an indispensable part of the CNC machining industry, plays an important role in improving the quality and performance of workpieces. With the continuous development of CNC technology and the continuous expansion of its application fields, reaming technology will also usher in a broader development space.
Frequently Asked Questions About Reaming
Which Materials are Suitable for Reaming?
There are a wide range of materials suitable for reaming, including but not limited to steel, cast iron, aluminum, and copper. Different materials may require different cutting fluids or lubrication methods when reaming.
What is Reaming and Boring?
Reaming is a metal processing method that uses a reamer to remove a trace amount of metal from the hole wall of the workpiece to improve its dimensional accuracy and hole surface quality. Reaming is one of the finishing methods for holes and is widely used in various occasions that require high-precision holes.
Boring is a further processing of forged, cast or drilled holes. Boring can enlarge the hole diameter, improve accuracy, reduce surface roughness, and better correct the deviation of the original hole axis. Boring is divided into rough boring, semi-finishing boring and finishing boring. The dimensional accuracy of finishing boring can reach IT8~IT7, and the surface roughness Ra value can reach 1.6~0.8μm.
Can a Reamer Make a Hole Straight?
The reamer itself cannot directly correct the straightness of the hole. The main function of the reamer is to improve the dimensional accuracy and surface quality of the hole by removing a trace amount of metal layer on the hole wall. If there is a problem with the straightness of the hole, it is usually necessary to correct it before reaming, such as using a drilling machine or boring machine for pre-machining to ensure that the straightness of the hole axis meets the requirements. Therefore, ensuring the straightness of the hole before reaming is an important step to achieve the final processing quality.
SHENZHEN VMT METAL PRODUCT CO., LIMITED
Latest Blogs
 ULTEM (PEI) vs PEEK: Key Properties Comparison, Uses, Machining & Design GuideJuly 17, 2026 - 7:49 am
ULTEM (PEI) vs PEEK: Key Properties Comparison, Uses, Machining & Design GuideJuly 17, 2026 - 7:49 am- High-Performance Polymer Ultem 1000: Properties, Processing, and Design GuideJuly 16, 2026 - 3:25 am
- HDPE vs. UHMW: Key Differences, Machining Challenges, Alternatives, Costs, and SourcingJuly 10, 2026 - 8:42 am
- HDPE vs. Nylon: Key Properties, Tips, and CNC Machining PerformanceJuly 6, 2026 - 8:28 am
- PVC CNC Machining: Overcoming Common Defects, Pros and Cons, and Vs OtherJuly 3, 2026 - 3:39 am


