Machining Titanium: A Comprehensive Guide
Titanium is one of the most versatile metals used in modern engineering. From aerospace to medical implants, this durable, lightweight material offers strength and corrosion resistance that make it ideal for critical components.
However, despite its remarkable properties, machining titanium presents a series of challenges that demand skill, precision, and advanced tools. This comprehensive guide dives into the strategies, tools, and techniques involved in titanium machining.
What Is Titanium and Why Is It So Challenging to Machine?
Titanium is a transition metal known for its high strength-to-weight ratio, corrosion resistance, and biocompatibility. The titanium chemical element exhibits low thermal conductivity and high reactivity at elevated temperatures, which causes heat buildup at the tool’s cutting edge. This results in rapid tool wear, poor surface finishes, and machining inefficiencies.
Titanium’s resistance to deformation also means it tends to push back against the tool, increasing cutting forces. The metal’s elasticity and work hardening make it even harder to maintain dimensional accuracy during titanium machining.

Titanium Machining Processes
Titanium is a highly valued material in industries like aerospace, medical, and automotive due to its exceptional properties. However, its unique characteristics make machining challenging. Below are the key titanium machining processes:
CNC Turning
CNC Turning is a subtractive process where material is removed from a rotating workpiece using a single-point cutting tool, making it ideal for cylindrical components. Machining titanium through turning requires rigid setups to minimize vibrations and ensure precision. Cutting speeds should be kept 60-90 m/min to avoid work hardening, while moderate feed rates help balance material removal and tool life.
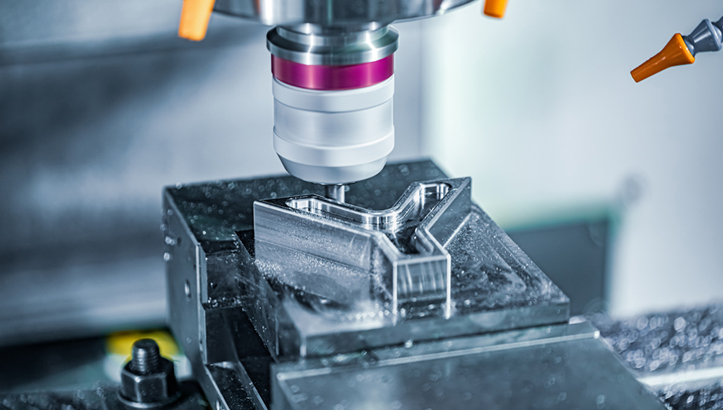
CNC Milling
CNC Milling is the most versatile method for machining titanium, suitable for creating flat surfaces, contours, and slots. High-performance carbide tools with TiAlN or similar coatings are recommended to improve wear resistance and heat tolerance. Cutting speeds should be 50-80 m/min, feed rates 0.1-0.2 mm/tooth, and depth of cut shallow to reduce thermal stress and prevent tool deflection.
CNC Drilling
CNC Drilling titanium is a demanding process due to its poor thermal conductivity, which causes heat to accumulate near the cutting edge, and its tendency to produce continuous chips. Specialized carbide drills with point geometries, such as split-point designs or coolant-through capabilities, are essential for reducing heat and improving chip evacuation. Spindle speeds 20-40 m/min combined with higher feed rates minimize friction and avoid work hardening.
CNC Grinding
CNC Grinding is used for achieving high-precision dimensions and excellent surface finishes on titanium. The process requires abrasives like aluminum oxide or cubic boron nitride for durability and effective cutting. Slow grinding speeds and shallow depths of cut are necessary to prevent overheating and thermal damage to the material.
Common Grades of Titanium for CNC Machining
There are several commercial grades of titanium, each tailored for specific applications. The most commonly machined titanium grades include:
| Titanium Grade | Description | Common Uses |
|---|---|---|
| Grade 2 | Commercially pure titanium, soft, ductile, and highly corrosion-resistant. | Heat exchangers, marine components, chemical processing equipment, and biocompatible devices. |
| Grade 5 (Ti-6Al-4V) | Aerospace-grade alloy with high strength, moderate corrosion resistance, and good biocompatibility. | Aircraft parts, jet engine components, implants (hip/knee replacements), high-performance automotive parts. |
| Grade 9 (Ti-3Al-2.5V) | Medium-strength alloy with excellent formability and good corrosion resistance. | Tubing (aerospace and automotive hydraulic systems), bicycle frames, pressure vessels. |
Titanium Machining Tips
Machining titanium requires a strategic approach due to its unique properties, such as low thermal conductivity, high strength, and a tendency to work harden. Below are detailed tips and techniques to enhance efficiency and achieve precision in CNC machining projects involving titanium:
1. Use Sharp, High-Quality Tools
Always select sharp, uncoated carbide tools for general applications, or opt for TiAlN or AlTiN-coated carbide tools for high-performance operations. The coatings provide heat resistance and improve tool life by reducing wear, while the sharpness minimizes cutting forces and heat generation.
2. Apply High-Pressure Coolant
Titanium’s low thermal conductivity means that heat tends to concentrate at the cutting edge. Using high-pressure coolant systems helps to effectively evacuate chips, reduce cutting temperature, and prevent chip adhesion. Internal coolant delivery is particularly beneficial in operations like drilling, where chip evacuation is critical.
3. Maintain a Consistent Chip Load
Consistency in chip load ensures smooth cutting action and prevents localized work hardening, which can occur if cutting forces fluctuate. Work hardening makes the material more difficult to machine, reduces tool life, and compromises surface quality. Using CNC machines with adaptive control can help maintain an optimal chip load.

4. Avoid Tool Dwell
Tool dwell, or allowing the tool to remain stationary in the material, causes heat buildup and notch wear at the cutting edge. This can severely damage the tool and the workpiece. Keep the tool in continuous motion during machining, and program tool paths to avoid unnecessary stops.
5. Opt for Climb Milling Over Conventional Milling
In climb milling, the cutting edge engages the material at full thickness and gradually exits, resulting in reduced heat and cutting forces. This method also enhances tool life and surface finish compared to conventional milling, where the tool rubs against the material before cutting.
6. Select Appropriate Toolpath Strategies
Advanced toolpath strategies, such as trochoidal milling, distribute heat more evenly and allow for better chip evacuation. These techniques are particularly useful for machining large or complex titanium parts where conventional methods may lead to heat buildup and uneven wear.
7. Monitor Tool Wear Regularly
Titanium’s abrasive properties can lead to rapid tool wear. Regularly inspecting tools for wear or damage and replacing them promptly prevents quality issues and reduces the risk of unexpected tool failure during critical operations.
Ideal CNC Machines and Tools for Titanium Machining
Machining titanium requires CNC machines and tools that can handle its unique characteristics, including high strength, low thermal conductivity, and tendency to cause tool wear. The right combination of equipment and features ensures precision, efficiency, and extended tool life. Below is a table summarizing the key features and tools ideal for titanium machining:
| Feature/Tool | Description |
|---|---|
| 4-Axis or 5-Axis CNC Machining Centers | High-performance machining centers provide the flexibility and precision needed for complex titanium components. |
| Ceramic or Solid Carbide Tooling | Tools with superior hardness and heat resistance, essential for handling titanium’s low thermal conductivity. |
| Dynamic Toolpaths | Advanced toolpath strategies minimize tool engagement time and reduce heat buildup and wear. |
| High-Torque Spindles | Required to maintain consistent cutting forces, especially in heavy-duty titanium machining operations. |
| Thermal Stability | Machines with robust thermal management systems prevent dimensional inaccuracies caused by heat. |
| Vibration-Dampening Capability | Essential for reducing tool wear, maintaining surface quality, and ensuring process stability. |
| Advanced Control Software | Enables precise control of machining parameters, adaptive feed rates, and optimization of tool life. |
Surface Finishing for Titanium Components
After machining, titanium parts often require surface finishing to improve performance, appearance, and durability. Common methods include:
Mechanical Polishing
This process smooths the surface using abrasives, enhancing fatigue resistance and providing a reflective finish. It’s used in medical implants, aerospace parts, and decorative applications.
PVD
A coating technique that deposits a thin metal or ceramic layer on the titanium surface, improving wear resistance, corrosion protection, and aesthetics. It’s used in aerospace, automotive, and medical devices.
Anodizing
An electrochemical process that creates a durable oxide layer, boosting corrosion resistance and fatigue strength. It also allows for color customization, common in aerospace, marine, and medical implants.

Electropolishing
This method removes a thin layer of material using an electrolytic solution to smooth the surface, improve corrosion resistance, and remove contaminants. It’s used in medical devices and aerospace parts.
How Is Machining Titanium Different Than Other Materials?
Titanium’s unique properties require specialized techniques and equipment compared to other materials. Below is a comparison of titanium machining versus common materials like steel, aluminum, and stainless steel:
| Aspect | Titanium | Aluminum | Steel | Stainless Steel |
|---|---|---|---|---|
| Thermal Conductivity | Low – Heat concentrates at the cutting edge. | High – Heat dissipates quickly. | Moderate – Heat dissipation is steady. | Moderate – Similar to steel but more prone to heat buildup. |
| Cutting Forces | High – Requires stronger machines and tools. | Low – Easy to machine, less resistance. | High – Strong material requires robust tools. | Moderate to high – Tough but manageable. |
| Tool Wear | Rapid – Tools degrade quickly due to heat and abrasiveness. | Minimal – Tools last longer with less wear. | Moderate – Tools wear out faster than aluminum but slower than titanium. | High – Prone to wear due to hardness. |
| Chip Formation | Sticky – Difficult to evacuate, leading to tool damage. | Clean – Chips are easy to manage and evacuate. | Tough – Chips are harder to remove but manageable. | Tough – Chips tend to be sticky and difficult to evacuate. |
| Surface Hardening | Prone – Work hardens quickly under pressure. | Rare – No significant hardening. | Moderate – Some surface hardening may occur. | High – Work hardening is common during machining. |
| Cutting Speeds | Low – Typically 50-90 m/min to prevent damage. | High – Can be machined at fast speeds. | Moderate – Machining speeds are moderate. | Low to moderate – Cutting speeds are slower than aluminum but higher than titanium. |
| Coolant Requirement | Critical – High-pressure coolant is essential for heat and chip management. | Optional – Less cooling needed. | Important – Coolant helps manage heat and tool wear. | Important – Prevents overheating and surface issues. |
| Machine Stability | Essential – Requires rigid setups and vibration-dampening systems. | Less critical – Lighter machines suffice. | High – Requires strong machine rigidity. | High – Requires stable setups to prevent tool deflection. |
Start Your CNC Machining Project at VMT
At VMT, we specialize in titanium machining with a focus on quality, speed, and consistency. Our factory has over 100 machines, including advanced 5-axis systems tailored for titanium cnc machining.

More Resources: Is Titanium Magnetic? An Interpretation Guide
Frequently Asked Questions About Machining Titanium
How Much Atmospheric Pressure Can Titanium Withstand?
Titanium can withstand immense pressure thanks to its yield strength of 828 MPa (Grade 5). This translates to atmospheric pressure resistance exceeding 8,000 times standard conditions—perfect for deep-sea and space applications.
Is Titanium Suitable for Prototyping and Low-Volume Production?
Yes. With modern CAM software and adaptive toolpaths, machining titanium for prototypes is now more accessible. Although the cost is higher, the benefits of using titanium for functional prototypes in critical applications outweigh the challenges.


